焊接小车在焊接使用前要架设相应轨道且轨道应满足下列条件:1装拆方便、易于定位;2结构合理、重量较轻;3有一定的强度和硬度,耐磨、耐腐蚀。轨道分为柔性轨道和刚性轨道两种。所谓刚性轨道就是指轨道的本体刚度较大、不易变形,而柔性轨道则是相对刚性轨道而言。两种类型的轨道各自有各自的特点。刚性轨道定位准确、装卡后变形小,可以确保焊接小车行走平稳,焊接时焊枪径向调整较小,但重量较大、装拆不方便。而柔性轨道装拆方便、重量较轻,精度没有刚性轨道高。这辆小车能准确完成复杂焊接任务。贵州制造自动焊接小车常见问题

焊接小车故障及对策:多位置焊接小车的故障及相应对策项目如下:1)控制箱的电源灯没有亮发生原因修理措施控制线接头接触不良更换控制线控制箱保险丝断了更换保险丝电池电量不足或损坏从新充电或更换新电池2)焊接开始开关不起作用发生原因修理措施焊丝接触不良除掉焊渣驱动电机烧坏更换或修理驱动电机焊接/非焊接选择开关损坏检查线路或更换开关3)焊枪焊接点与目标位置不一致发生原因修理措施焊枪固定架没有拧紧拧紧固定架4)滑块调整不灵活发生原因修理措施滑块部位有沉积物除掉沉积物或加润滑油5)自动焊接中小车有停止现象发生原因修理措施小车行走轨道有障碍物拿掉障碍物导轮上有沉积物清理沉积物6)没有按照焊接线行走发生原因修理措施导轮位置没有固定好重新调整轮的位置并固定中国台湾多功能自动焊接小车规格尺寸自动焊接小车的运用场景。

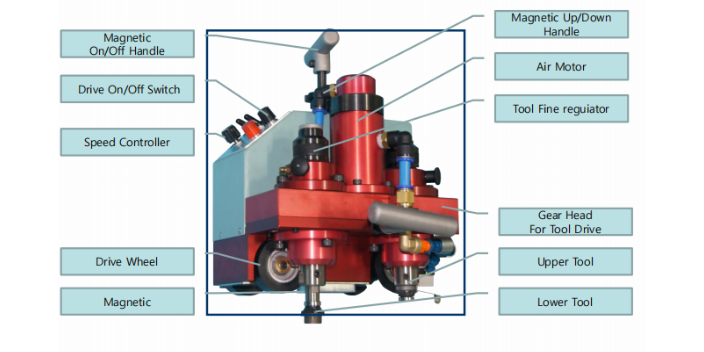
RF-DX断续/连续焊接自动小车,运行(1)选择焊丝直径开关。(2)选择焊丝种类,实芯焊丝或药芯焊丝。(3)打开电源配电盘开关----ON(4)打开焊接电源开关----ON(焊机的自保回路开关关闭----OFF)(5)打开CO2贮气瓶阀门,将压力调至2—3kg/cm2,在气体开关“检查”档调整流量。(6)用手动送丝将焊丝送到焊枪前端,并安装与焊丝直径相对应的导电嘴。(7)确认焊丝的伸出长度。(8)小车放到焊接开始点,调整左右导向杆的伸出长度,对平角焊来说,前侧的导向杆伸出长度比后侧的导向杆伸出长度略短(焊接方向上)。(9)将焊枪夹在焊枪夹具上,用**扳手调整焊枪的操作角度及行进角度。(10)调节X-Y滑块,调整焊枪位置及喷嘴与工件的距离。(11)初步调整工艺参数(电流,电压)(12)设置连续焊接时间或者断续的焊接和休止距离以及收弧时间。(13)确认CO2气体流量及熔池的保护效果。(14)开始焊接,观察电弧,调整焊接速度及其他焊接工艺参数直到合适。(15)焊接结束后按停止开关,或者在工件末端设置障碍物以触动小车感应停止开关,使小车自动停止工作。
焊接小车是实现现垂直焊接、横向焊接和水平焊接等多种位置焊接的装置。轨道是装卡在管子上供焊接小车行走和定位的**机构,其的结构直接影响到焊接小车行走的平稳度和位置度,也就影响到焊接质量。焊接小车特点:1.具有直线摆动功能。摆动模式、摆动幅度、摆动速度、摆动中心位置和左右停留时间等各种摆动参数都可以调节。2.用数码显示小车运行速度。3.摆动焊接时为了防止咬边和焊不足现象的出现,设置了左右摆动停止时间调节功能。4.焊接停止时焊枪自动回复到焊道中心位置。5.具有自动收弧功能。6.***用于造船、桥梁制造、车辆制造、石油和金属设备等自动角焊小车的应用及原理。

环形焊接小车。圆焊机是适用于单道或多道MAG及药芯焊丝焊接的小型焊接装置。该机设有送丝机、旋转驱动电机、上升和下降凸轮组件以及焊机。水平和垂直机架用于定位焊机和一个30磅(14公斤)的线轴支架。CW-5的远程控制器可以控制焊接速度、送丝速度、提前送气和焊后延长送气、焊丝回烧以及多道焊焊缝布置的调整。该控制器有手动和自动两种模式。在手动模式下,你可以调整所有参数,以确保机器正常运行。在自动设置中,只需按一下按钮,设备就会启动焊接程序,完全围绕工件进行焊接,待多道焊缝焊接完成后停止焊接并返回到起始位置。超小型自动焊接小车的应用及原理。内蒙古立角焊自动焊接小车哪里有卖的
该小车通过传感器实时检测焊接状态。贵州制造自动焊接小车常见问题
多功能焊接小车优势:焊接效率高,根据不同焊接位置,可提高3-5倍的生产效率。可实现一人操作多台设备。解决人力资源匮乏,招工难的问题。焊工*需短时间培训就可以上手。在高温等恶劣环境下也可连续工作,减少工作强度,提高工作效率。减少焊接对高技术人员的需求及依赖性。全位置焊接对焊工的技术要求较高,尤其是外扳对接焊缝、节点焊缝必须经过UT探伤。新进厂焊工一般需要经过一年左右才可以取得二类焊工资质,达到焊接外板对接缝、节点焊缝焊接技能至少需要两年以上的时间,使用机器可降低对技术工人的依赖性,只需要小车操作工。贵州制造自动焊接小车常见问题