铣边坡口机,配置质量镀钛铣刀片,针对不锈钢铣切尤其出色。另外碳钢、合金钢、硬质塑料的加工能使刀片更加耐用。坡口光洁度高。其特点:1.进给扭力再次得到提升,加工性能更加平稳。坡口光洁度轻松达到Ra3.2~6.3。2.设备加工的坡口角度在20°~70°之间可以任意调节。3.操作简单,简单易学,普通工人即可一人操作多台设备同时进行。4.单次比较大坡面宽度10mm,多次可达18mm.5.铣削式的冷加工方式,加工出来的坡口面无氧化,不锈钢坡口不需要酸洗即可进行焊接。6.针对中小板材均可以加工,刀盘装5片刀片,每组可以加工800~1200m,耗材非常低廉。韩国气动式自动铣边机刀片哪里买?上海品质倒角机出厂价
自动钢板X型坡口机a).产品简介:此类型平板坡口机加工完钢板上表面坡口后,可以在钢板不翻身的情况下,直接旋转机器后对钢板进行下坡口作业,属于钢板X型坡口专业坡口机。b).使用范围:需要双开口的坡口作业,适合钢结构、压力容器、航空航天、石油化工等制造业企业使用。c).技术参数:铣边机:坡口机-高效、独特的双面坡口机,用于切削钢、不锈钢和铝。l自动送料,通过变频器可自动调整进料速度:0.17-1.1米/分钟。l高速铣削头带耐磨嵌件,坡口最大宽度62mm/15°,50mm/45°。l15-60°无限可变角,无需更换任何部件。l材料厚度:6-80毫米。北京附近哪里有倒角机零售价韩国倒角机与国产倒角机比较优势在哪里?

1、工作时请穿好工作服、安全鞋及防护镜,注意:不允许戴手套操作机床。2、操作者要熟悉机床的一般性能和结构、传动系统,严禁超性能使用。3、开车前,检查倒角机防护罩是否完好和紧固;刀具运动方向与工作台进给方向是否正确。4、工作台面不许放置金属物品。安放工件时,要轻取轻放,以免碰伤台面。5、操作者在开始切削时,双手把工件固定在吸盘工作台面上,开始走刀切屑;视加工工件长度,控制脚踏按钮开关。6、经切削加工后工件,应按规定放置,严禁将工件直接落地堆放。7、铣刀具钝后,应停车换刀片,停车前退刀;停车时应先停止进刀,后停主轴。8、在工作时严禁用手接触刀尖和铁屑,必须用毛刷在床面上、铣刀上的切屑,切屑时,要停车进行。9、在工作时严禁用手或其它任何方式接触正在旋转的主轴、工件或其它运动部位。10、机床运转中,操作者不得离开岗位;机床发现异常现象立即停车。11、工作完成后按管理要求擦拭维护保养机床,保持机床外观清洁。12、清理工具、计量器具,清扫工作场地;按规定交班制度要求进行交班。13、依次关掉机床操作面板上电源和总电源
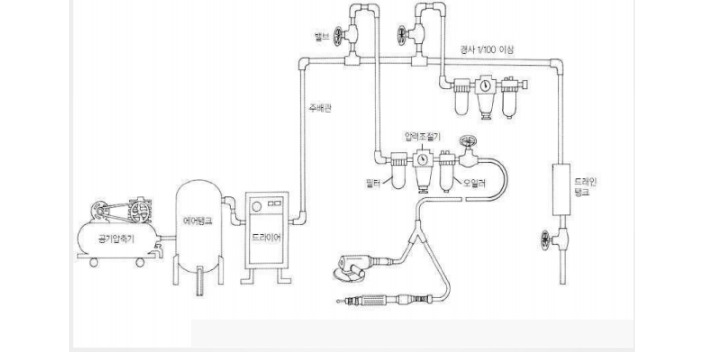
钢板坡口机是在焊接制造加工过程中,为了保证焊接质量,在焊接前对工件需要焊接处进行开坡口的一种专业机器,钢板坡口机和平板坡口机主要是针对板材进行坡口,部分坡口机可附带管件坡口功能。是一种***适用于船舶,冶金,钢结构等各种焊接制造行业的焊割辅助设备。安全规程编辑播报1.使用前要检查电气绝缘是否良好,接地可靠,使用时,应戴绝缘手套,穿绝缘鞋,或垫绝缘垫。2.切削前检查转动部分有无异常,润滑是否良好,并点车试验,方可切削。3.在炉内进行工作时,必须两人协作同时进行。4.在进行切削时,工件要紧固。工作中须在铁板中间吃刀,切削进刀量要逐增,但进刀不得超过2毫米。5.用完后要切断电源。GCR-70PCL使用气动驱动,保证作业者安全。
1.禁止超负荷、超性能使用;禁止设备带病运行。2.作业中事故的应急与响应3.在运转中,若发现有不规则的噪音、冲击、摆动,必须立即停机检查,待故障排除后方能继续作业。4.作业的归零结束工作5.工作完毕,切断电源;每日清洁设备、清洁环境;将工序产品堆放整齐。6.铣边机维护保养7.随时确保铣边机润滑良好;所有易损件出现过量磨损或失去原性能要求时应及时更换,零件若有损伤应及时修理;8.铣边机应良好接地,各电气元件要定期检修、除尘,及时更换损坏失效元件。9.做好设备日常检查记录和维修保养记录。CERACO中国代理商有哪些地区。中国香港手持气动式倒角机铣边距离
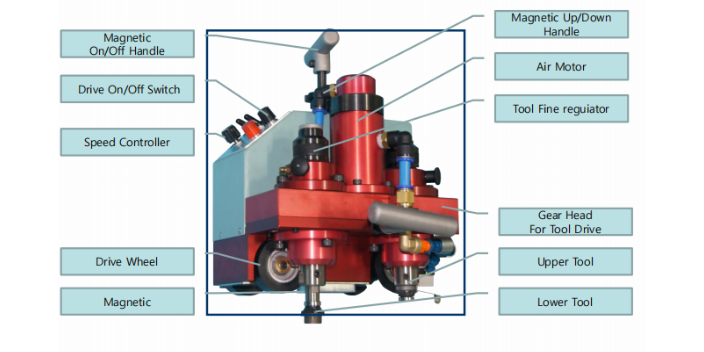
造船工业流水孔、过焊孔**手动铣边机GCR-70PCL。上海品质倒角机出厂价
检测到产品→止动定心定位→装载头下降抽真空→装载头上升→移载机前进→装载→头下降释放真空→装载头上升移载机后退→压臂下压→工作台旋转→内外摆臂进刀磨削→磨完摆臂退刀→压臂抬起→工作台反转复位→卸载头下降抽真空→移载机前进取出产品→同时装入产品周期循环。倒角机特点如下:1.全自动、长料适用。2.刀头设计,刀头固定稳固,增长刀头寿命。3.皮带振动整料,确保排列整齐。4.自动给料,节省人力。5.PLC控制,无接点、无缺点。6.双段进刀速度,节省工时且慢速易于无段调整加工完美。7.特殊设计进料机构确实可靠,中间输送站可依管件外径选择所须型别,型别对换容易省时。上海品质倒角机出厂价