那么值得相信的真空焊接到底有哪些具体的特点呢?1、焊件在焊接过程中受热均匀专业的真空焊接传热性优良,能够实现加热恒定进而保持温度的均匀,使得焊接部件贴合紧密,不会出现焊件开缝、滑落等现象,提高了焊接行业的效率。此外,由于在真空中加热,因而焊件表面不会生成氧化膜破坏焊件的平整度及耐磨性,提高焊件的使用寿命。2、焊接后的焊件精度高、寿命长有保障的真空焊接技术因为稳定性良好,所以所焊接的焊件焊缝密度与平整度均具有巨佳的水平。传统的机械行业为了实现转型的目标,势必会对焊接技术提出新的更高标准的要求,而精度作为机械产品永恒的追求更加成为焊接技术的重点和难点,真空焊接能够在确保安全的条件下,显著提高焊件的精度和精度保持性,延长焊件的使用寿命。3、不会污染环境因为真空焊接是在纯真空密封环境下进行,从而保证了焊接过程的清洁,所以在焊接结束后得到的焊件具有平整度高、不含焊渣、无气孔及砂眼的特点。而且在焊接过程中产生的废气、废渣都经专业人士统一处理,不会排放到大气或外部,对环境没有任何污染。另外,整个焊接过程所使用的化学原料绿色环保,得到的产物亦不会对人体产生危害。创阔能源科技真空扩散焊接,专业设计加工。PCHE应用真空扩散焊接技术指导

扩散焊是指将同种金属或者异种金属工件在高温下加压,工件原子在高温高压下相互移动,但不产生可见变形和相对移动,从而结合在一起的固接方法。是一种***的焊接方法,特别适用于异种金属材料、耐热合金和新材料,如陶瓷、复合材料、金属间化合物等材料的焊接。对于塑性差或熔点高的同种材料,以及不互溶或在熔焊时会产生脆性金属间化合物的异种材料,扩散焊是较适宜的焊接方法。扩散焊具有明显的优势,也日益引起人们的重视。扩散焊在焊接的过程中也有一些问题不能忽略:1.过大的工件不便于采用扩散焊接。由于扩散连接需要高温高压的配合,因此待焊工件将受到设备大小的限制。2.对于工件表面质量要求较高,加工难度较大。扩散焊接时,工件表面需要紧密接触,并且不能有其他的杂质存在,否则焊接效果将大受影响。3.生产率低。扩散焊焊接热循环时间长。深圳换热器真空扩散焊接材料的扩散焊是以“物理纯”表面的主要特性之一为根据,创阔能源科技为其研发制作一站式服务。

创阔科技的微通道换热器是一种采用特殊微加工技术制造的换热器,利用真空扩散焊接而成。当量水力直径通常小于1mm。该换热器的特点是单位体积换热量大,耐高压,制造难度大。在微通道设计中,如果当量直径过小时,可能需要关注微尺度效应。此时,传统的宏观理论公式不再适用于流动和传热。,我们将使用FLUENT制作一个简单的微通道换热器案例。当然,微通道换热器的当量直径足以通过解决NS方程来模拟。2模型和网格。由于实际换热器单元较多,流道数量较大,本案按对称面截取部分计算。换热器长度60mm,宽度6mm,微通道高度mm,宽度1mm(当量直径mm)。全六面网格划分如下。网格节点总数为691096。3求解设置在这种情况下,我们假设介质在微通道换热器流道的流动状态为层流,所以选择层流模型,打开能量方程。我们为换热介质设置了两组水/水、气/水。水和空气是默认的。事实上,应根据温度设置相应的值。换热器本体由钢制成,不考虑单元之间连接造成的传热阻力(单元与单元之间的集成模型)。换热器的入口设置为速度入口边界,出口设置为压力边界。根据以下值设置,介质流向为逆流。除上下边界外,其余为绝缘墙。换热介质序号名称类型值温度水/水换热1热水入口速度边界m/s。
创阔能源科技致力于真空扩散接加工多年,真空扩散焊接的应用中对交通运输业变得越来越重要,因为从轿车和卡车直到飞机的各种交通运输工具都在追求轻量化以减少燃料消耗和降低不断增加的燃料成本。通过减小制造轿车、卡车和飞机使用的零部件的壁厚,它们的重量能够得以减轻。扩散接合是高效反应器、换热器和燃料电池制造的一项重要技术,在电信、机械工程、医疗和生物技术等领域使用的微结构零件的制造中也发挥着重要作用。而创阔金属早期在开发这类产品时候发现,如使用合金钎料结合会对部件的精细结构和密封性造成影响的情况下,采用真空扩散接合来代替精密钎焊。这种独特的接合方法还经常被用来制造加速器和微型冷却器,因为钎焊接头和钎焊圆角会改变腔室的共振频率或者增加一个很薄的热分流层,而扩散接合能够避免这些问题。在为歧管、医用植入体、喷嘴、混合器和其他精密组件使用的微通道装置制造垫片组件时,它也经常是优先的接合方法。在终应用温度极高,合金钎料有软化风险,使接点强度降低的情况下,它也能一显身手。各种部件在采用扩散接合工艺连接时,宏观变形都能大幅度减小。这意味着产品能够达到出色的尺寸公差。对于特殊材料组合的适用性。 创阔能源科技致力于加工设计真空扩散焊接。

真空焊接,是指工件加热在真空室内进行,主要用于要求质量高的产品和易氧化材料的焊接。真空钎焊炉包括具有圆筒形侧壁和门的压力容器,门的尺寸和位置设计成可封闭圆筒形侧壁的一端。工件处理系统安装在压力容器门上,用来支承金属工件进行热处理或钎焊。工件处理系统包括使工件在处理过程中转动的装置。真空系统可连接到工件,使工件内部的压力在钎焊过程中低于大气压。与普通焊接相比,能有效防止氧化。伴随着机电一体化的快速发展,真空焊接技术应运而生,其作为焊接技术的后起之辈,却后来居上,越来越得到焊工的喜爱。可以这样说,真空焊接技术的产生是焊接技术的一场新的开始,因为它彻底颠覆了传统焊接的局限性,将焊接突破性地在真空中完成的。平板式换热器制造工艺以钎焊和真空扩散焊两种工艺路线为主,创阔能源科技。福建真空扩散焊接厂家直销
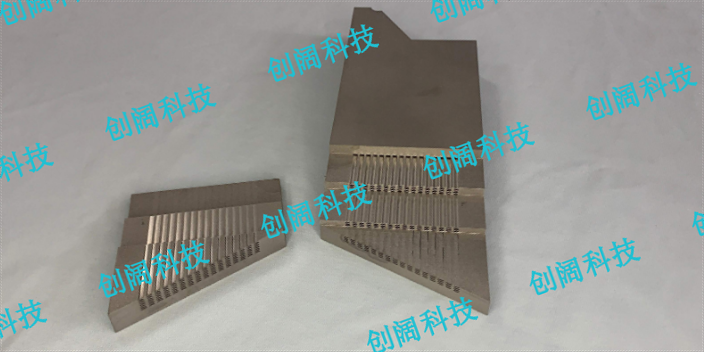
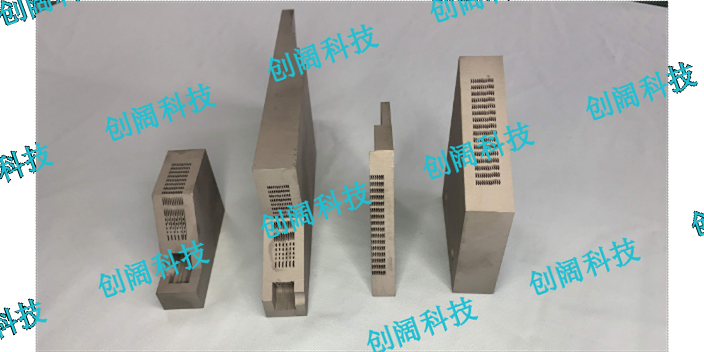
多层次真空扩散焊接创阔能源科技。PCHE应用真空扩散焊接技术指导
创阔能源科技的微通道换热器再以平板式换热器为例。现阶段,平板式换热器制造工艺以钎焊和扩散焊两种工艺路线为主。微电子等领域应用微电子领域遵循摩尔定律飞速发展,伴随晶体管集成度的不断提高,高速电子器件的热密度已达5~10MW/m2,散热已经成为其发展的主要“瓶颈”,微通道换热器取代传统换热装置已成必然趋势。因此在嵌入式技术及高性能运算依赖程度较高的航空航天、化学工程等诸多领域,微通道换热器将有具广阔的应用前景。空调及热水器应用随着微通道换热技术的逐渐成熟,汽车空调行业和家用空调行业(如美的)已经开始生产相关产品。而可喜的是,当下炙手可热的空气能热水器行业也已经开始进军微通道领域。2012年,被誉为“空气能创造者”的广东同益电器有限公司研发出微循环热泵机组。宣告了“微通道”技术成功应用到空气能行业,标志着空气能热水器行业进入“微通道”时代。PCHE应用真空扩散焊接技术指导
苏州创阔金属科技有限公司位于昆山市周市镇春晖路688号,交通便利,环境优美,是一家生产型企业。公司致力于为客户提供安全、质量有保证的良好产品及服务,是一家有限责任公司(自然)企业。公司拥有专业的技术团队,具有真空扩散焊接加工,再生塑料颗粒过滤网,狭缝掩膜板微孔板设计加工,微通道换热器设计加工等多项业务。创阔金属科技以创造***产品及服务的理念,打造高指标的服务,引导行业的发展。