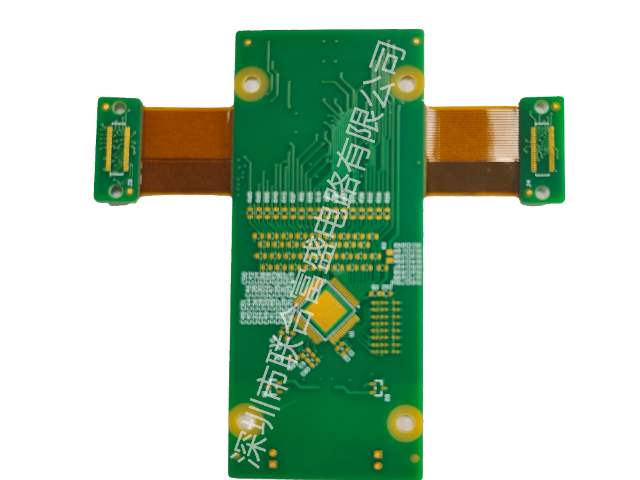
联合多层线路板的软硬结合板可提供多种表面处理工艺,适应不同焊接和存储环境。化学镍金表面平整度好,适合细间距元件焊接,镍层提供支撑,金层保证抗氧化性,在多次回流焊后仍保持可焊性。有机保焊膜成本较低,适合无铅焊接,膜层在焊接过程中挥发,露出新鲜铜面与焊料结合。沉银表面适用于铝线键合等特殊工艺,银层厚度可控制在0.1-0.3微米范围。对于需要多次插拔的金手指区域,采用加厚化学镍金处理,金层厚度0.05-0.1微米,在反复插拔后保持接触电阻稳定。表面处理工艺的选择需考虑后续装配流程、存储时间和使用环境等因素,工程人员可根据客户需求提供建议。联合多层专注软硬结合板研发,2025年全球市场规模达272亿美元,年复合增长率超15% 。广东哪里有软硬结合板layout

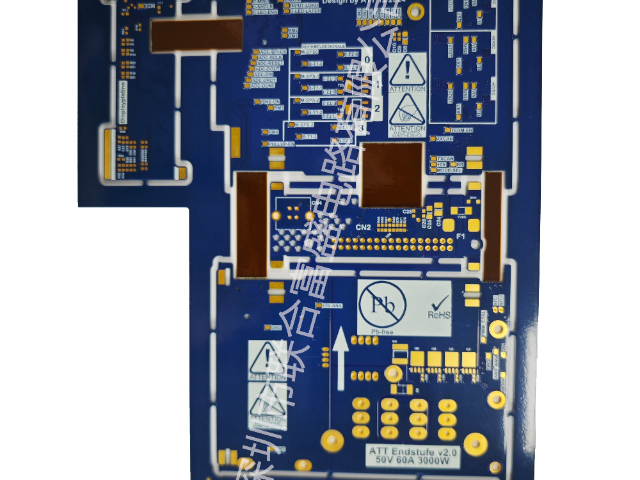
在软硬结合板的生产流程中,联合多层线路板执行多道工序以确保加工精度和一致性。内层线路制作采用激光直接成像技术,将设计图形精确转移到覆铜板上,随后通过酸性蚀刻形成线路图形,并使用自动光学检测设备扫描检查内层线路的开短路缺陷。多层压合前,需要对软板和硬板的待结合表面进行等离子清洗处理,去除氧化物和污染物,增强粘结力。压合工序在真空环境下进行,通过程序控制温度曲线和压力参数,使半固化片充分流动并填充间隙,形成无气泡的层间结合。钻孔工序中,刚性区采用机械钻孔,柔性区采用二氧化碳或紫外激光钻孔,小孔径可控制在0.1毫米级别。孔金属化通过化学沉铜和电镀铜加厚实现孔壁导通,镀层厚度均匀性经过霍尔槽试验验证。成型阶段采用铣刀切割与激光切割组合方式,对软硬结合区域进行揭盖处理,避免机械应力损伤柔性部分。全流程的质量控制点覆盖了从材料入库到成品包装的各个环节。惠州hdi软硬结合板贴片制程的难点联合多层软硬结合板采用进口罗杰斯高频材料,信号损耗降低30%,满足5G通信严苛需求 。

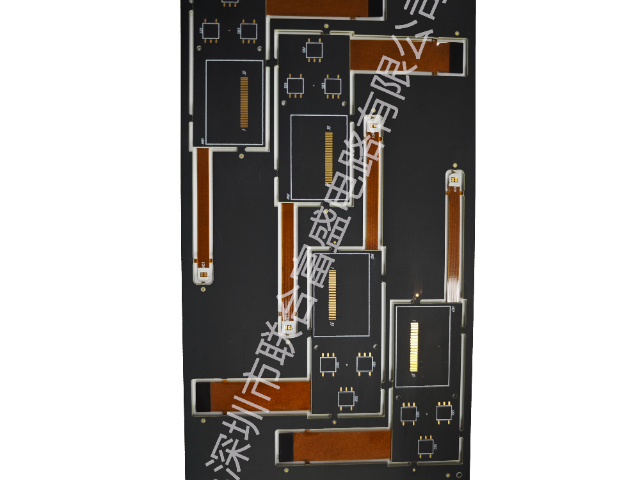
联合多层线路板的软硬结合板在工业机器人关节部位用于信号传输。机器人关节需要频繁旋转运动,软硬结合板的柔性区随关节转动而弯曲,刚性区安装编码器和驱动电路,相比线缆连接方式减少了松动风险。柔性区的线路采用压延铜箔和圆弧走线设计,在反复旋转中保持信号连接稳定。刚性区与柔性区的过渡区域通过渐变线宽和覆盖膜开窗设计,分散弯折时的机械应力。对于六轴机器人,一块软硬结合板可集成多根信号线,减少布线复杂度和空间占用。在高温环境下工作的机器人,软硬结合板选用耐高温基材,长期使用温度可达150℃。
联合多层线路板的软硬结合板在生产过程中执行多层对准控制,确保刚性层与柔性层的图形位置偏差在允许范围内。内层线路制作采用激光直接成像设备,将设计图形精确转移至覆铜板上,蚀刻后通过自动光学检测筛选开路短路缺陷。压合前使用等离子清洗设备处理待结合表面,去除氧化物残留,增强粘结材料与铜箔的结合力。层压工序采用真空压合机,按照设定的升温曲线和压力参数运行,使半固化片充分流动填充间隙,形成致密的层间结合。钻孔工序中刚性区使用机械钻孔,柔性区使用二氧化碳激光钻孔,小孔径控制在0.1毫米级别,孔壁经过化学沉铜和电镀铜加厚后实现层间导通。联合多层软硬结合板通过热冲击测试,288度高温下10秒循环3次无分层。

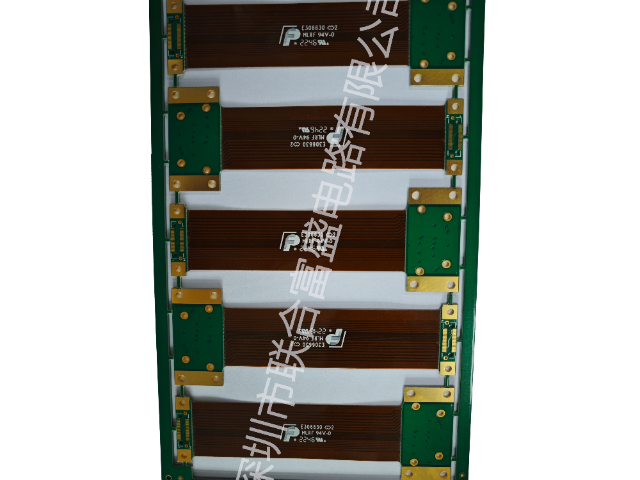
软硬结合板的动态弯折区域设计需考虑应力分散,联合多层线路板在线路布局和叠层结构上采取优化措施。弯折区域线路采用波浪形设计,波浪振幅0.2-0.5毫米,周期1-2毫米,在弯折时线路可伸缩分散应力。不同层的线路错开排列,避免在弯折时相互叠加导致应力集中。覆盖膜开窗边缘设计成圆弧过渡,避免尖角处应力集中。弯折区域的铜箔采用压延铜箔,耐折次数可达百万次以上。弯折半径根据板厚确定,多层板弯折半径不小于板厚的20倍且不小于2毫米。经过弯折寿命测试验证的设计参数,可为客户提供参考依据。联合多层软硬结合板层间对准度控制在±25µm以内,良率高于行业平均水平10% 。惠州hdi软硬结合板贴片制程的难点
联合多层软硬结合板柔性区可设计多层层叠,实现三维立体电路布局结构。广东哪里有软硬结合板layout
软硬结合板的批次一致性是批量生产的关键控制点,联合多层线路板在生产中实施统计过程控制。关键工序如压合温度曲线、蚀刻线速、电镀电流密度等参数均设定控制范围,通过SPC系统实时监控,发现异常趋势时及时调整。层压工序温度均匀性控制在±2℃以内,压力波动控制在±0.5kg/cm²,确保每批次产品层间结合力一致。钻孔工序定位精度通过X-ray钻靶机定期校验,孔位偏差控制在±25微米以内。电镀工序铜厚均匀性通过霍尔槽试验验证,板面铜厚极差控制在10%以内。测试工序阻抗测试数据每周汇总分析,评估制程能力指数Cpk维持在1.33以上。通过持续数据收集和分析,软硬结合板批量生产良率维持在95%以上。广东哪里有软硬结合板layout
联合多层线路板的软硬结合板在生产过程中执行多层对准控制,确保刚性层与柔性层的图形位置偏差在允许范围内...
【详情】软硬结合板的动态弯折区域设计需考虑应力分散,联合多层线路板在线路布局和叠层结构上采取优化措施。弯折区...
【详情】针对消费电子领域的轻薄化和小型化需求,联合多层线路板的软硬结合板提供了有效的电路互联解决方案。在智能...
【详情】联合多层线路板生产的软硬结合板,在结构设计上实现了刚性区域与柔性区域的复合集成。刚性区采用玻璃纤维环...
【详情】联合多层线路板的软硬结合板可提供多种表面处理工艺,适应不同焊接和存储环境。化学镍金表面平整度好,适合...
【详情】软硬结合板在微型麦克风模组中的应用,利用柔性区实现声学孔与电路板的连接。MEMS麦克风芯片需要声学孔...
【详情】软硬结合板在电源模块中的应用,利用其刚柔结合特性实现功率回路与控制回路的集成。联合多层线路板针对电源...
【详情】软硬结合板的HDI技术应用满足了高密度组装需求,联合多层线路板可生产一阶至三阶HDI软硬结合板。采用...
【详情】软硬结合板的批次一致性是批量生产的关键控制点,联合多层线路板在生产中实施统计过程控制。关键工序如压合...
【详情】联合多层线路板的软硬结合板在无人机和航拍设备中应用,需要轻量化和抗振动特性。无人机飞行过程中的持续振...
【详情】软硬结合板在射频识别天线中的应用,将天线结构与电路功能集于一体。联合多层线路板生产的RFID软硬结合...
【详情】