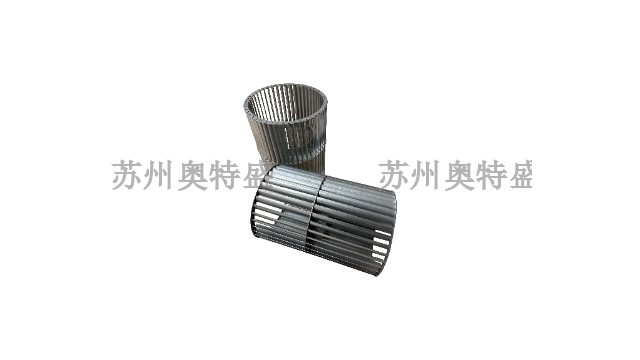
装配调试流程能够直接影响风轮长期运行状态,安装作业时,工作人员校准风轮与蜗壳壳体的间距,预留合理活动空隙,杜绝旋转过程产生硬性磕碰摩擦。传动轴装配需保持同轴形态,偏移误差控制在行业限定区间,削弱机械震动带来的设备抖动。老化变形的密封件、弹性减震垫按需更换,降低震动传导幅度,优化设备运行平稳性。全部装配工序完成后,执行低速空载试运行,持续观测设备噪音、震动、温度变化,排查装配错位、缝隙不均等安装隐患。调试检测无异常后,方可接入负荷工况投入使用,同步记录装配调试参数,为后期检修拆装提供参考依据。φ220后倾离心风机风轮,苏州奥特盛厂商配套直供。无锡国内风轮供应商
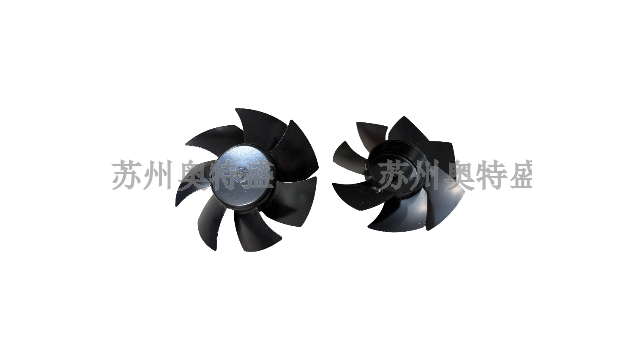
冲压拼装工艺多用于金属薄板风轮加工,数控冲床准确裁切叶片外形,模具折弯定型曲面,依靠人工或机械方式完成拼装铆接。冲压成型的风轮尺寸一致性高,叶片厚薄均匀,板面无明显加工毛刺、尖锐边角。铆接固定方式无需高温施焊,板材不会出现热形变、局部拱起,风轮平整度优良。该工艺生产速度快,加工成本可控,适合批量加工常规碳钢风轮,民用通风、小型工业风机适配度高。拼装缝隙需做密封处理,填充密封材料,防止气流渗透造成能量损耗,优化风轮通风性能。无锡国内风轮供应商专注风机配件领域,苏州奥特盛生产厂家为您量身打造专属风轮。
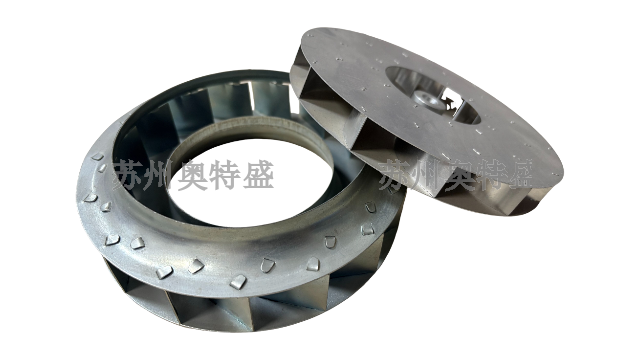
磨损失效现象多发于除尘、矿山工况配套的风轮,混合在气流中的硬质颗粒物,持续撞击、刮擦叶片表面,长期作用下板面产生麻点、划痕、缺损等损伤。叶片边缘位置气流流速更快,颗粒冲刷频率更高,边缘板材钝化变薄,外形结构出现不可逆改变。焊缝、构件衔接位置的金属致密度偏低,材质均匀性较差,磨损损耗速率远超板材基材。发生磨损问题的风轮,气动结构遭到破坏,气流扰动现象加剧,设备能耗持续攀升。磨损程度不断加重后,叶片会出现残缺、断裂情况,风轮运转失去平衡,给整套通风设备带来运行隐患,运维人员需要定期排查并更换受损构件。
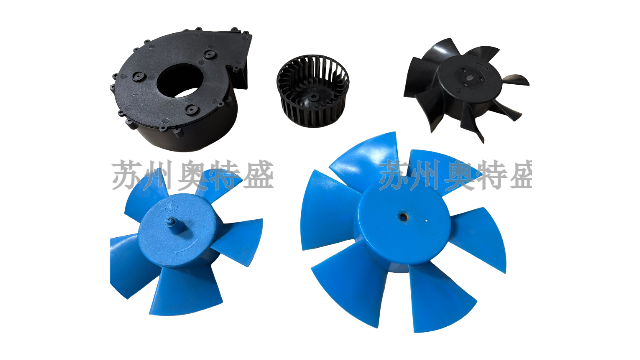
径向风轮的叶片呈平直状态,叶片板面垂直于中盘平面,无前倾、后倾倾斜角度,结构构造简单直观。径向风轮加工便捷,裁切成型后无需复杂折弯工序,生产周期短,批量加工难度低。平直叶片抗冲击能力良好,杂质、颗粒撞击不易造成形变,适合含轻微粉尘、干燥颗粒物的气流输送。径向风轮气流导向能力偏弱,气流扰动较为频繁,同等转速下能耗高于倾斜叶片风轮。矿山通风、简易除尘、物料风干等对气流平顺度要求不高的设备,常会搭载径向风轮。φ180后倾离心风机风轮,苏州奥特盛厂商配套直供。

镜面抛光工艺普遍应用于食品、医药行业使用的不锈钢风轮,采用粗细不同的打磨耗材逐层研磨加工,逐步消除板面焊缝痕迹、加工划痕以及凹凸瑕疵。多级打磨处理完成后,风轮表面形成光亮平滑的镜面表层,金属粗糙度持续降低。光滑板面不易粘连污垢、粘稠杂质以及有机残留物,水洗打理流程简便,契合洁净生产的管控标准。抛光加工只会改变金属表层物理形态,不会破坏内部晶体结构,构件基础力学属性保持不变。平整板面能够弱化气流阻滞效果,进一步降低气体通行阻力。加工完成后做好封装防护,避免抛光板面沾染粉尘,维持表面光洁程度。无论是蜗壳还是风轮,苏州奥特盛生产厂家均可按需订做加工。泰州直销风轮价格比较
φ225后倾离心风机风轮,苏州奥特盛厂商配套直供。无锡国内风轮供应商
外观检验是风轮出厂前首道基础检测工序,检验人员依靠目视观察搭配简易测量量具,对风轮外观尺寸、表面状态进行综合排查。检测内容包含叶片形变、板面缺口、拼装缝隙、涂层脱落以及表面凹凸等可视缺陷,焊接构件重点排查焊缝气孔、咬边、未熔合、断弧等加工问题。冲压铆接构件需要检查铆点贴合程度与紧固状态,风轮外径、叶片间距、同轴度等尺寸参数,严格对照加工图纸判定是否合规。外观检验操作流程简便,检测耗时较短,适合大批量成品风轮做初步筛选,剔除外观存在瑕疵的构件,把控成品基础外观品质,减少后续深度检测的工作量。无锡国内风轮供应商
苏州奥特盛精密机械有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同苏州奥特盛精密机械供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!