进入21世纪20年代,随着工业4.0、物联网、人工智能等技术的兴起,水平打包机迎来了智能互联的发展新阶段。这一阶段的设备不再是孤立的生产单元,而是融入企业智能制造体系的重要节点,实现了数据化、网络化、智能化的全方面升级。智能水平打包机的重心优势体现在三个方面:一是智能诊断与预测性维护,设备通过内置的传感器实时采集运行数据(如电机转速、打包带张力、热熔温度等),结合大数据分析技术,可自动识别设备的潜在故障,并提前发出预警,避免突发停机对生产造成影响;二是联网协同作业,设备通过工业以太网或无线通信技术,与企业ERP(企业资源计划)系统、MES(制造执行系统)实现数据互通,可根据生产计划自动调整打包参数,同时将打包数量、设备运行状态等数据实时上传至管理平台,实现生产过程的可视化管理;三是柔性化生产能力,借助机器视觉技术和自适应控制算法,设备可自动识别不同尺寸、形状的物料,无需人工调整参数即可完成精细打包,适应多品种、小批量的柔性生产需求。双马水平打包机,以科技重新定义栈板货物捆扎效率!建材行业的水平打包机型号

在快速发展的现代工业社会中,包装作为商品流通的重要环节,其效率和质量直接影响到产品的市场竞争力。随着科技的进步,各种自动化包装设备应运而生,其中,水平打包机以其高效、稳定、灵活的特点,成为了众多行业不可或缺的包装解决方案。平打包机,顾名思义,是一种以水平方向对物品进行捆扎打包的机械设备。它主要通过收紧捆扎带并使用热熔或金属扣等方式固定,实现对货物的牢固包装。相较于传统的人工打包,水平打包机极大地提高了包装效率,降低了劳动强度,同时保证了包装的一致性和美观度,是现代物流、仓储、制造业等领域不可或缺的自动化设备。建材行业的水平打包机型号高湿环境,水平打包机防潮防锈,保设备寿命;

20世纪90年代后,随着电子技术、传感器技术和PLC(可编程逻辑控制器)技术的发展,水平打包机进入了机电一体化的全自动发展阶段。这一阶段的重心突破在于将机械结构与电子控制相结合,实现了打包流程的全自动化,大幅提升了生产效率。这一阶段,国内企业开始重视打包机技术的研发与创新,通过引进国外先进技术、消化吸收再创新,逐渐打破了进口设备的垄断。一批本土企业应运而生,推出了具有自主知识产权的全自动水平打包机,设备价格相较于进口产品大幅降低,同时在售后服务、定制化需求响应等方面更具优势,推动了水平打包机在国内各行业的普及应用。
水平打包机是一种广泛应用于包装行业的设备,主要用于对各类物品进行水平方向的捆扎打包,以提高包装效率、保证物品在运输和储存过程中的稳定性与安全性。它通过使用各种捆扎材料,如塑料带、钢带等,将物品紧密地捆绑在一起,使其成为一个整体,便于搬运、装卸和存储。水平打包机的发展历史可以追溯到20世纪,随着工业生产的不断发展和对包装效率及质量要求的提高,水平打包机逐渐从简单的手动工具演变为自动化、智能化程度较高的机械设备。早期的水平打包机功能较为单一,操作复杂,且打包效果和效率有限。而现代的水平打包机则融合了先进的机械设计、电子控制技术和传感器技术,实现了高效、精细、稳定的打包作业。千企案例验证,水平打包机稳定高效,获行业信赖;
水平打包机以其高效、稳定、经济的重心优势,已成为工业包装领域的**设备。从物流仓储的标准化包装到制造业的稳固运输,从零售业的效率**到医药行业的安全保障,水平打包机正通过技术创新与场景拓展,重新定义工业包装的价值边界。未来,随着智能制造与绿色包装理念的深入,水平打包机将向更智能、更节能、更环保的方向进化,成为推动工业包装行业高质量发展的重心引擎。对于企业而言,选择水平打包机不仅是选择一台设备,更是选择一种更高效、更稳定、更经济的包装解决方案,从而在激烈的市场竞争中赢得先机。记录打包数据,水平打包机助企业析效、排故障;大拉力的水平打包机
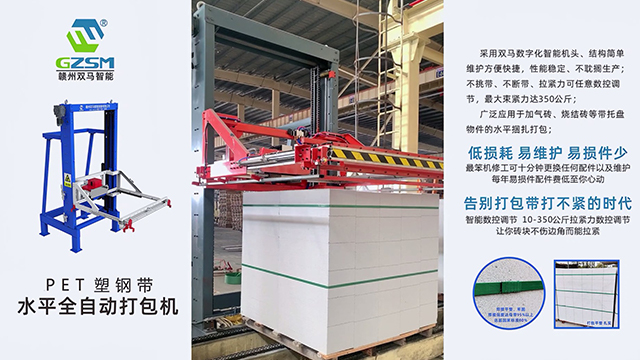
食品行业选水平打包机,准确控力防压损,保产品品相;建材行业的水平打包机型号
多功能一体化:为了适应市场多样化的需求,水平打包机将朝着多功能一体化的方向发展。除了基本的打包功能外,未来的水平打包机可能还会集成称重、贴标、喷码等多种功能,成为一款综合性的包装设备。这样不仅可以减少企业在设备采购方面的投入,还能简化生产流程,提高生产效率。例如,在一些食品包装生产线上,一台集称重、打包、贴标于一体的水平打包机可以一次性完成多个工序,大幅度缩短了产品的包装时间,提高了生产的自动化程度。建材行业的水平打包机型号