- 品牌
- 鼎力,帝鼎
- 型号
- 鼎力
窝复合门板生产线致力程从门板基材加工开始,通常选用密度板或刨花板作为基材,经过裁切、铣型等工序加工成所需形状。然后,利用**的皮革包覆机,将裁切好的皮革通过热熔胶或水性胶贴合在门板基材表面。包覆过程中,设备通过精确的张力控制和温度调节,确保皮革平整无褶皱,紧密贴合门板。对于边角部位,采用特殊的包覆工艺进行处理,保证边角圆润、美观。完成包覆的门板可根据需求进行表面压纹、烫印等装饰处理,提升产品档次。皮革包覆门板生产线生产的门板具有豪华大气的外观,常用于**家具、别墅装修等领域。自动除尘系统在切割同时收集99%木屑,保持车间环境清洁无尘。河北木工加工中心门板生产线批量定制
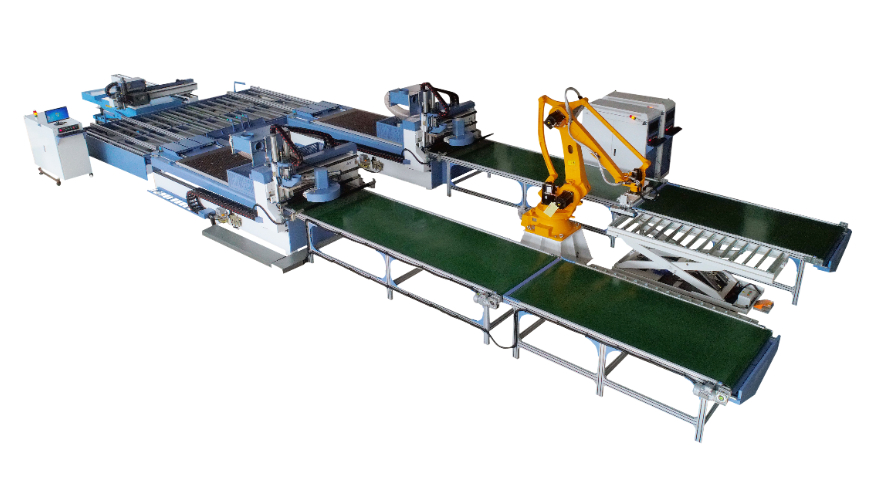
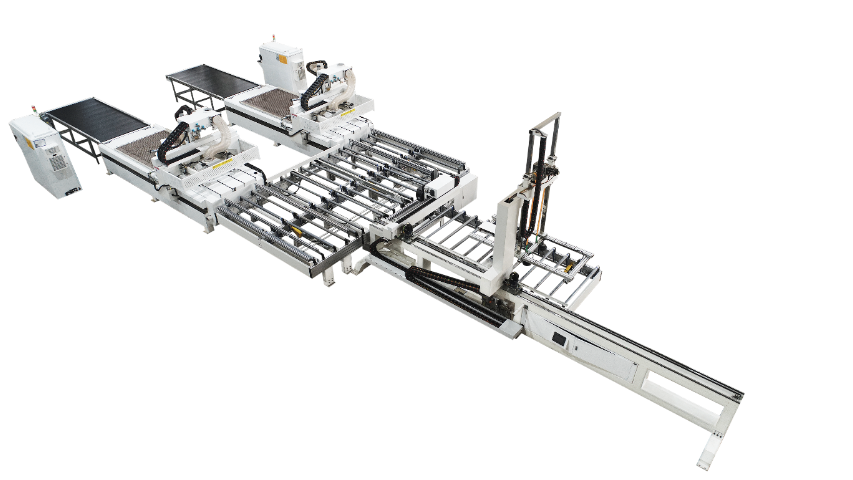
这是国内复合门行业首条全自动柔性生产线,主要用于家居门扇的自动化装配和检测。其生产流程涵盖多个关键环节,首先实现木方的无限长拼接与高精度切割,切割误差控制在 0.4mm 以内。随后完成门芯板组件的搬运与装配,以及门芯板、码头、边挺的总装,直至实现门扇的自动化装配。该生产线采用通用性工装夹具,可适应尺寸跨距较大的多种产品,能兼容不同尺寸、形状、结构的压线框产品进行自动化混线生产。同时,它与 ERP、MES 系统集成,可读取相关生产任务单,实现物料管理和工艺管理。通过自动化运作,有效降低劳动负荷,保证产品质量,提高劳动效率,很大程度利用机器人代替人工作业,提升产能和产品合格率,节约人工成本。湖南全自动门板生产线推荐货源六轴机械臂配合激光定位系统,实现大板精确准抓取切割,门板加工误差±0.08mm。

UV 漆门板生产线主要用于生产表面具有高光泽、高硬度、耐磨损的 UV 漆门板。生产流程从选择质量板材开始,如刨花板、多层实木板等。首先对板材进行常规加工,包括切割、钻孔、铣型等,制成门板坯料。然后对坯料进行底漆喷涂,底漆多采用 UV 固化底漆,喷涂后通过 UV 光固化设备,在短时间内使底漆固化,形成一层坚固的底层。接着进行面漆喷涂,面漆同样采用 UV 漆,可根据客户需求选择不同颜色和光泽度。再次通过 UV 光固化设备,使面漆迅速固化,形成光滑、亮丽的表面。***进行打磨、抛光等后处理工序,提升门板表面质感。整个生产过程高效环保,UV 漆固化速度快,节省时间和能源,且产品具有良好的耐候性和耐化学腐蚀性。
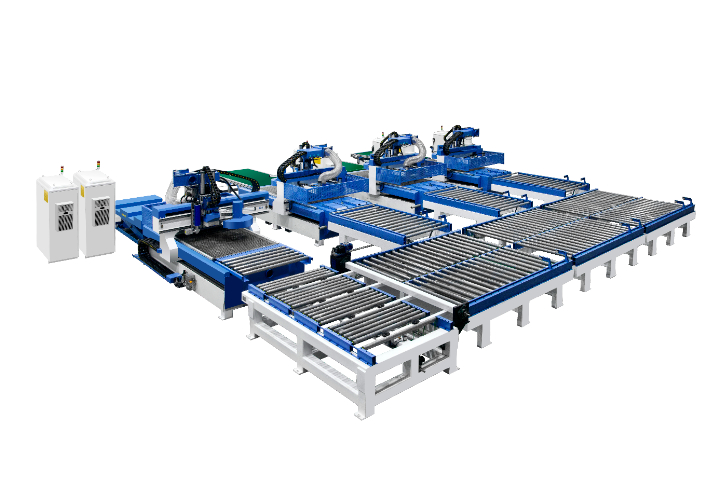
在家具行业竞争愈发激烈的当下,成本控制成为企业立足的关键。大板套裁门板生产线在这方面优势明显。传统门板生产,板材切割多依赖人工经验,板材浪费严重,一块标准大板经多次切割后,边角余料往往无法再利用,造成大量成本损耗。而大板套裁门板生产线,借助先进的智能排版系统,能依据门板尺寸需求,在大板上精细规划切割路径。例如,一套原本需使用三张板材的橱柜门板订单,运用该生产线优化排版后,需两张半板材就能完成生产,板材利用率大幅提升。同时,生产线自动化程度高,减少了人工操作环节,人工成本随之降低。据统计,引入大板套裁门板生产线的企业,板材成本平均降低 15% - 20%,人工成本降低 20% - 30%,为企业带来可观的成本节约空间,增强了市场竞争力。智能排产系统自动分配任务,设备利用率达95%。
电梯门板柔性生产线专为电梯门板、尾板、壁板的柔性化制造而设计。它由板料自动上料系统、数控冲床、两台龙门机器人型 PB - FMC 系列折弯单元、焊接输送线、加强筋安装系统、料库以及加强筋龙门电阻焊、清枪站、焊接码垛机器人、电气控制系统等构成。多台折弯单元可灵活组合,满足不同产能需求。数控转塔冲床拓展了产品加工范围,能对冷轧钢板等多种材质板料进行加工,板材尺寸比较大可达 1250 x 2500mm,**小为 400 x 800mm 。该生产线具备不间断连续加工能力,有效提高生产效能,还能实现智能化生产,与工厂管理软件 MES、ERP 等互联互通,将人机交互时的安全隐患降至比较低,且可根据客户需求专门设计制造特殊工件生产线。数字孪生技术模拟大板套裁全过程,提前规避门板材料浪费风险。山西全自动门板生产线技术指导
大板套裁生产线集成开料、封边、钻孔,单日产能突破600扇门板。河北木工加工中心门板生产线批量定制
烤漆门板生产线致力于打造**、精致的烤漆门板。生产时,首先选用质量板材作为基材,如密度板,对其进行严格的平整度检测与初步加工,确保尺寸准确。然后进行底漆涂装,采用手工或机械喷涂方式均匀涂抹底漆,随后将门板送入烤漆房,在特定温度下烘干底漆,使底漆牢固附着在板材表面,形成基础防护层。接着进行面漆涂装,面漆选用***汽车级烤漆,同样经仔细喷涂后再次进入烤漆房,通过高温烤漆工艺,使面漆充分固化,形成坚硬、亮丽的漆面。烤漆过程中需严格控制温度、时间等参数,确保漆面色泽均匀、光滑细腻、附着力强。***进行质量检测,包括漆面硬度、光泽度、耐划伤性等检测,合格产品包装发货,广泛应用于**橱柜、衣柜等家居产品。河北木工加工中心门板生产线批量定制

- 辽宁全自动门板生产线技术指导 2025-09-14
- 云南全屋定制自动化门板生产线售后服务 2025-09-13
- 天津全屋定制数控门板生产线售后服务 2025-09-11
- 江苏木工机械全自动化门板生产线售后服务 2025-09-11
- 山西门板生产线售后服务 2025-09-10
- 云南木工加工中心门板生产线 2025-09-09
- 湖北板式家具门板生产线 2025-09-03
- 北京智能门板生产线 2025-09-02