- 品牌
- 鼎力,帝鼎
- 型号
- 鼎力,帝鼎
高速切削与复合加工的效率高速切削技术向超高速领域迈进,电主轴转速突破 150000r/min,配合直线电机(加速度 5g),进给速度可达 100m/min。在航空铝合金结构件加工中,“高速铣削 + 激光辅助加热” 复合工艺使材料去除率达 2500cm³/min,较传统工艺提升 10 倍,同时切削力降低 40%。日本某企业开发的车铣磨复合中心,集成五轴联动与超声波振动切削,一次装夹完成 10 余道工序,加工时间缩短 65%,精度提升至 IT4 级,适用于航天发动机复杂轴类零件的 “一站式” 制造。智能传感敏锐捕捉,数据飞速流转,自动化生产线开启生产篇章。福建汽车配件生产线

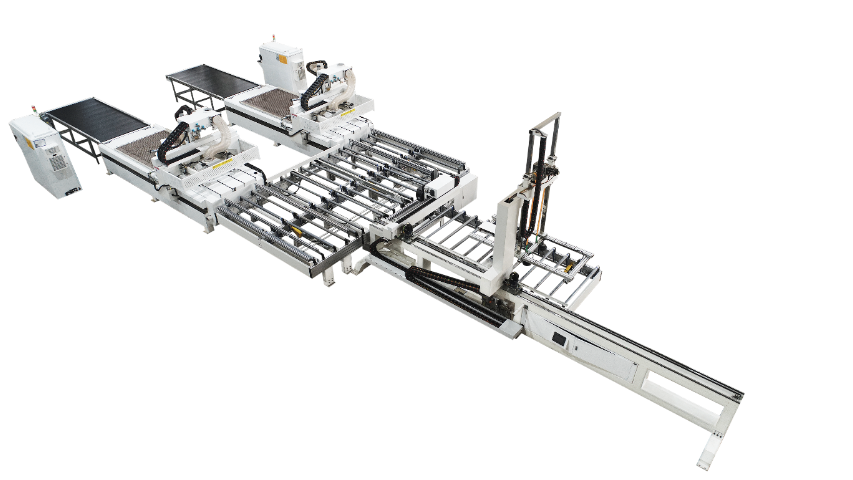
数控加工中心生产线是现代制造业的主要组成部分,其技术特性与生产模式直接影响加工效率与产品质量。加工中心通过集成数控铣床、镗床、钻床功能,配备刀库与自动换刀装置,实现工件一次装夹下的多工序加工。例如,五轴加工中心可完成复杂曲面零件的铣削、钻孔、攻丝等操作,尤其适用于航空航天领域的高精度零件生产。其控制系统采用CNC装置与伺服驱动技术,通过三轴至五轴联动控制刀具轨迹,配合高精度检测设备实现加工参数的实时监控与调整。在生产模式上,数控加工中心生产线可划分为全自动、半自动、间歇性自动三种模式。全自动模式通过固化工装、刀具、零点基准等参数,结合在线检测与自动补偿技术,实现24小时无人干预加工,适用于大批量常规零件生产。半自动模式则针对复杂零件设计,允许人工参与圆柱销安装、拆卸等特殊工序,其余环节如工件装夹、自动测量等仍由系统完成。间歇性自动模式通过多合一工序设计,将零件多道工序集成于一次装夹中,例如某框类零件的深腔、浅腔加工,通过四工位转台实现连续加工,将单件加工时间从183分钟缩短至121分钟,设备利用率提升33%。安徽打孔生产线厂家智能程序自动诊断故障,快速修复,自动化生产线减少停机时间。

自动化上下料提升生产效率自动化上下料系统是数控加工生产线高效运行的关键环节。在汽车零部件加工生产线中,采用六轴工业机器人进行上下料操作。机器人配备先进的视觉识别系统,能够快速识别毛坯件的位置与姿态,抓取精度可达 ±0.1mm。在加工发动机缸体时,机器人可在 5 秒内完成一次上下料动作,相较于人工上下料,效率提升数倍。同时,通过与数控加工中心的无缝衔接,实现 24 小时不间断生产,极大地提高了生产线的整体产能,单条生产线的年产能可提升 50% 以上 。
数控加工生产线的智能化将从单一设备控制延伸至全流程自主决策。通过工业物联网(IIoT)连接传感器、机床与管理系统,每天可采集高达 TB 级的生产数据。机器学习算法对主轴振动频谱、刀具磨损曲线等数据进行训练,可提前 7 天预测轴承故障,准确率达 92%,使非计划停机时间减少 65%。例如,德国某汽车零部件工厂引入 AI 调度系统后,根据实时订单需求与设备负载,自动优化 200 台机床的加工队列,订单交付周期缩短 38%,设备综合效率(OEE)从 70% 提升至 89%。未来,具备自主学习能力的生产线将实现工艺参数自优化,如切削深度根据材料硬度动态调整,加工效率再提升 12%-15%。自动化生产线,用先进的打孔设备,正确定位,满足工艺需求。

工业互联网驱动的全球协同制造5G 与边缘计算技术推动数控加工生产线进入 “云端制造” 时代。跨国企业通过数字主线(Digital Thread)连接分布在全球的 5 个生产基地,实时同步订单进度、设备状态与质量数据。例如,美国某航空企业的发动机缸体生产线,通过云端协同系统,将位于德国的精密加工中心、中国的装配线与日本的检测实验室串联,研发周期从 18 个月缩短至 10 个月,制造成本降低 25%。未来,区块链技术将应用于生产数据存证,确保工艺参数的不可篡改,提升全球供应链的信任机制。生产线配备防碰撞系统,避免刀具与工件意外碰撞。四川改造生产线定制
智能程序根据需求调整参数,灵活生产,自动化生产线适应市场变化。福建汽车配件生产线
数控加工生产线在电子设备制造中的应用电子设备制造行业对零件的精度与微型化要求不断提高,数控加工生产线在该领域具有独特优势。在加工手机、平板电脑等电子设备的精密结构件时,数控加工中心能够实现高精度的铣削、钻孔、雕刻等加工工艺。例如,利用高速铣削技术加工铝合金手机外壳,可实现 0.1mm 以下的微小孔径加工,以及表面粗糙度 Ra≤0.4μm 的高光洁度加工,满足电子设备对外观与结构精度的严格要求,助力电子设备制造行业提升产品品质与竞争力 。福建汽车配件生产线


- 广东大板套裁全自动化生产线厂家直销 2026-06-09
- 山西柜体开料自动生产线 2026-06-09
- 山西生产线售后服务 2026-06-08
- 天津生产线厂家报价 2026-06-07
- 安徽柜体开料生产线售后服务 2026-06-06
- 四川柜体生产线 2026-06-06
- 柜体开料自动生产线批量定制 2026-06-02
- 江西柜体开料生产线工厂直销 2026-06-02