
针对难加工材料的切割需求,复合磨料体系展现出独特优势。某砂轮制造商开发的CBN与金刚石混合切割片,在钛合金切割中表现突出。通过优化两种磨料的配比,使切割效率较单一磨料片提升约20%,同时降低了切削热对材料组织的影响。该产品已通过航空航天材料认证,适用于叶片榫头部位的精密制样。在极端条件下的切割应用方面,低温切割技术取得进展。某科研机构将液氮冷却系统集成至切割设备,通过-196℃低温环境抑制材料塑性变形。实验表明,该技术在铝合金切割中可将切削力降低35%,并减少热影响区深度。这种工艺特别适用于对温度敏感的电子元件封装材料加工。切割片在不同切割设备上的适用性?湖北白刚玉金相切割片适合什么材料
金相切割片
分析切割片时注意防护措施:在测试金相切割片时,务必采取适当的安全防护措施,如佩戴护目镜、手套、工作服等。高速旋转的切割片可能会产生飞溅的碎片,对人体造成伤害。同时,注意切割机的安全操作规程,确保操作安全。
切割片安装:正确安装切割片非常重要。确保切割片安装牢固,无松动或不平衡现象。不正确的安装可能导致切割片在使用过程中破裂、飞溅,造成严重的安全事故。
切割参数设置:根据切割片的规格和材料特性,合理设置切割机的切割参数,如切割速度、进给速度、切割压力等。过高的切割参数可能会损坏切割片或导致安全事故;而过低的参数则可能影响切割效率和质量。 湖北白刚玉金相切割片适合什么材料赋耘检测技术(上海)有限公司代理贺利氏古莎泰克诺维金相切割片!

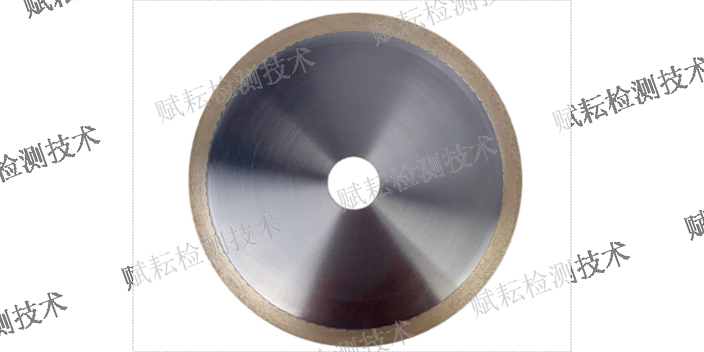
金相切割片作为材料制样过程的关键工具,其设计需兼顾切削精度与组织保护。目前主流产品以氧化铝、碳化硅及金刚石为磨料基体,通过树脂或金属结合剂烧结而成。这类切割片在结构上采用更薄的设计(通常1.5-2mm),相较于普通砂轮片,可有效减少切割应力对材料组织的影响。弹性缓冲机制的引入,进一步降低了进刀负载导致的样品损伤风险。切割过程中,需严格控制设备参数。转速范围一般在50-4000rpm之间,具体需根据材料硬度调整。配合冷却液使用可减少局部温升,避免热影响层形成。对于硬质材料切割,需选用大直径保护法兰以分散压力,同时切割片外径缩减至临界值时应及时更换,防止因树脂老化导致性能下降。不同类型切割片适用范围各有侧重。氧化铝基产品适合中低硬度金属材料,碳化硅基片则针对不锈钢、工具钢等材质,金刚石切割片因其高硬度特性,多用于陶瓷、硅片等脆硬材料。选择时需结合设备接口尺寸(常见32mm与12.7mm孔径)及样品几何特征,例如小径薄壁样品需匹配超薄型切割片以提升位置精度。
在金相实验室中,金相切割片的正确选择至关重要。确定孔径时,需依据金相切割机类型,一般砂轮切割机适配的金相切割片轴心孔径为 32mm,精密切割机则为 12.7mm。确定类型时,要根据被切割样品的材料性能,比如切割各种钢、合金、黑色金属、有色金属,可选用砂轮金相切割片或超薄砂轮切割片;切割各种复合材料、塑料、橡胶、玻璃、陶瓷等,则需选用金刚石金相切割片。确定尺寸时,要参考要切取的样品大小及精度要求,样品小且精度要求高,应选用外圆尺寸小、厚度薄的金相切割片;反之,可选择尺寸大些的。并且,还要留意切割片的供应商,优先挑选产品质量稳定可靠、交期及时、价格合理且售前售后服务好的供应商。只有综合考量这些因素,才能选到适用且品质优良的金相切割片,为后续金相制样工作奠定坚实基础 。纯铜金相制样切割片怎么选?
从应用场景来看,切割工具的性能需求呈现明显的差异化特征。例如在汽车零部件检测领域,针对不同热处理状态的齿轮样品,需匹配特定粒度号数的切割片。某实验比对显示,使用粒度为120#的切割片处理调质钢时,其单位时间材料去除量比80#产品减少约30%,但断面损伤层厚度可降低至50μm以下。同时,部分厂商开发的波纹状法兰结构,通过增加散热接触面积,使连续切割作业时的温升速率下降约0.8℃/s,这对保持工具尺寸稳定性具有积极作用。金相切割片的锋利度保持及修复技巧?安徽陶瓷金相切割片寿命怎么样
赋耘检测技术(上海)有限公司金相切割片锋利耐用!湖北白刚玉金相切割片适合什么材料
家用小型切割机的安全设计不断升级。某品牌推出的手持切割机配备智能识别系统,当检测到切割片磨损超过安全阈值时自动断电。这种技术使家庭用户误操作风险降低65%,配合新型防飞溅护罩,将切割碎屑扩散范围控制在0.5m以内,提升了DIY作业的安全性。环保型切割片的普及也在悄然改变消费习惯。某电商平台数据显示,采用生物基树脂切割片的园艺修剪工具销量同比增长40%。这类切割片在修剪树枝时产生的粉尘量减少50%,且废弃后12个月内自然降解率达70%,既保护了家庭园艺爱好者的健康,也减少了对环境的负担。湖北白刚玉金相切割片适合什么材料
基于工业互联网的切割数据平台逐渐普及。某汽车制造企业搭建的刀具管理系统,可实时采集切割片的转速、进给量等参数,并通过机器学习算法预测剩余使用寿命。系统应用后,切割片更换周期预测误差率由传统方法的30%降至8%,年维护成本减少约15%。平台提供的可视化分析功能,还帮助技术人员快速定位工艺异常点。切割质量追溯技术也在升级。某检测机构采用区块链技术记录切割过程数据,包括设备参数、环境温湿度等信息。这些数据与金相分析结果关联存储,形成不可篡改的质量档案。在某批次钢材质量纠纷中,该追溯系统帮助企业快速定位问题根源,将争议处理周期缩短60%以上。金相切割片的冷却润滑方式及作用?吉林贺利氏古莎金相切割片使用...
- 上海单晶刚玉金相切割片OEM加工 2026-06-23
- 吉林高硬材料金相切割片OEM加工 2026-06-22
- 广东赋耘金相切割片怎么选择 2026-06-15
- 江西赋耘金相切割片有哪些规格 2026-06-09
- 广东单晶刚玉金相切割片哪家性价比高 2026-06-08
- 湖南金刚石金相切割片使用方法 2026-06-08
- 江苏贺利氏古莎金相切割片寿命怎么样 2026-05-06
- 安徽钛合金金相切割片厂家直销 2026-05-05
- 天津钛合金金相切割片有哪些规格 2026-04-30
- 江苏单晶刚玉金相切割片使用方法 2026-04-26



- 浙江金刚石金相切割片适合什么材料 2026-01-10
- 金相切割片适合什么材料 2026-01-07
- 广东赋耘金相切割片适合什么材料 2025-12-31
- 天津树脂金相切割片 2025-12-29
- 河北钛合金金相切割片不烧伤不发黑 2025-12-29
- 安徽金相切割片寿命怎么样 2025-12-28






- 江苏节能低倍腐蚀参考价格 07-16
- 上海实用低倍腐蚀卖价 07-15
- 优势低倍腐蚀常用知识 07-15
- 浙江国内低倍腐蚀加盟费用 07-15
- 上海本地附近低倍腐蚀厂家报价 07-14
- 上海创新低倍腐蚀包装 07-14
- 浙江好的低倍腐蚀交易价格 07-14
- 浙江标乐低倍腐蚀服务热线 07-13
- 江苏国产低倍腐蚀服务热线 07-13
- 浙江赋耘低倍腐蚀一般多少钱 07-13