- 品牌
- 红平
- 型号
- 001
在涡流设备中,涡流的生成不只是一个物理现象,更是一种强大的工具,能够有效地减缓机械部件的运动。涡流,即在导体内部形成的闭合电流环路,当外部磁场发生变化时,会在导体中产生感应电动势,进而形成涡流。这一现象在电机、变压器、电磁刹车等设备中均有普遍应用。以电磁刹车为例,当需要减速或停止机械部件的运动时,通过改变外部磁场,可以在部件内部产生涡流。这些涡流会产生阻力,消耗机械部件的动能,从而达到减速的目的。与传统的机械刹车相比,电磁刹车具有反应速度快、制动平稳、磨损小等优点,因此在现代工业中得到了普遍应用。此外,涡流生成还可以用于电机和变压器的能量转换。在电机中,通过改变外部磁场,可以在导体中产生涡流,从而产生旋转力矩,驱动机械部件运动。在变压器中,涡流则用于传递和转换电能,实现电压的升降和电流的变换。综上所述,涡流生成在涡流设备中发挥着至关重要的作用,不只能够有效减缓机械部件的运动,还能实现能量的转换和传递。这一技术的应用不只提高了设备的运行效率,还推动了现代工业的发展。涡流式涡街流量计结合电磁感应原理,提升低电导率流体测量精度。青岛涡流设备频率

远场涡流检测:工作原理:采用低频涡流深入被测材料内部,能够探测到更深的缺陷。优点:可以检测到传统涡流技术无法达到的深度,对于厚壁材料的检测非常有效。缺点:设备复杂,操作难度较大,成本较高。脉冲涡流检测:工作原理:使用脉冲波作为激励信号,通过分析反射波形来检测缺陷。优点:适合对各种类型的缺陷进行定量评估,灵活性高。缺点:需要复杂的信号处理和分析技术。多频涡流检测:工作原理:同时使用多个频率的涡流信号,以增强对不同深度缺陷的识别能力。优点:提高对不同深度处缺陷的分辨力。缺点:设备复杂,成本较高。综上所述,每种涡流检测技术都有其独特的优势和局限性,选择合适的检测方法需要根据具体的检测需求和工件特性来决定。烟台脉冲涡流设备便携式涡流测厚仪通过线圈磁场变化准确测量涂层厚度。

脉冲涡流设备是一种先进的无损检测技术,它在工业领域中具有普遍的应用,特别是在评估焊接接头质量和完整性方面发挥着重要作用。这种设备通过产生涡流并测量其响应来检测材料中的缺陷,如裂纹、未熔合、夹杂等。与传统的涡流检测相比,脉冲涡流技术具有更高的灵敏度和分辨率,能够更准确地识别出焊接接头中的潜在问题。在焊接工艺中,接头质量直接关系到整个结构的完整性和安全性。焊接接头如果存在缺陷,可能会导致应力集中、疲劳断裂等严重后果。因此,使用脉冲涡流设备对焊接接头进行检测,可以及时发现并评估接头的质量状况,为焊接工艺的改进和质量控制提供有力支持。此外,脉冲涡流设备还具有操作简便、速度快、成本低等优点,使其成为工业界评估焊接接头质量和完整性的重要工具。
阵列涡流设备在风力涡轮机叶片的健康监测中发挥着至关重要的作用,确保了风力涡轮机的安全稳定运行。这些设备利用先进的涡流检测技术,通过对叶片进行非接触式的扫描和测量,能够精确地检测出叶片表面和内部的微小缺陷、裂纹或其他损伤。一旦发现这些问题,设备会立即发出警报,提醒维护人员及时进行维修或更换,避免了因叶片损坏而导致的风力涡轮机停机或更严重的安全事故。此外,阵列涡流设备还能够实时监测叶片的应力、应变等关键参数,为风力涡轮机的优化设计和运维管理提供了有力的数据支持。因此,阵列涡流设备的应用不只提高了风力涡轮机的运行效率和可靠性,也为风电行业的可持续发展做出了积极的贡献。涡流式粘度计通过磁场扰动效应,在线监测润滑油的性能衰减过程。

阵列涡流设备是一种先进的无损检测技术,它能够在不破坏材料结构的前提下,对材料内部的各种缺陷进行精确评估。这种设备通过产生和检测涡流来实现其功能,涡流是当交变磁场作用于导体时,在导体内部产生的环形电流。当导体中存在缺陷,如裂缝、夹杂或腐蚀等,涡流的分布和强度会发生变化,这些变化可以被阵列涡流设备敏感地捕捉到,并通过相应的算法转化为缺陷的类型、位置和大小等关键信息。因此,阵列涡流设备在航空、汽车、石油化工、电力等行业中具有普遍的应用前景,为产品质量控制和安全生产提供了有力的技术保障。同时,随着技术的不断进步,阵列涡流设备有望在未来实现更高的检测精度和效率,为材料科学研究和工业发展注入新的动力。汽车制造中涡流探伤技术用于检测曲轴连杆的内部缺陷,提升质量标准。合肥涡流设备公司
涡流加热熔炼炉采用感应加热技术,实现贵金属的高效节能熔炼。青岛涡流设备频率
涡流设备的检测是一项常见的无损检测任务,用于评估金属零件表面的缺陷、裂纹、疲劳等问题。以下是常见的涡流检测方法和技术,以及它们的优缺点:优缺点:优点:无需接触被检测物体表面,不会造成损伤。可以对不同形状和尺寸的零件进行快速、准确的检测。可以实现自动化检测,提高效率和可靠性。缺点:受到被检测物体表面涂层、形状和材质的影响,可能会影响检测效果。不能检测深层缺陷,只适用于表面和近表面的缺陷检测。对于非导电材料无法有效检测。涡流检测方法在航空航天、汽车制造、金属加工等领域广泛应用,能够快速、准确地检测金属零件的表面缺陷,确保产品质量和安全性。青岛涡流设备频率

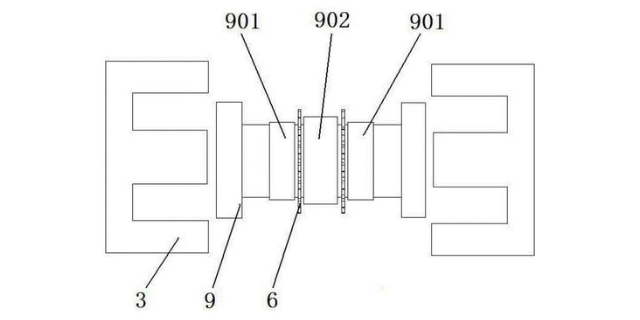
阵列涡流检测检测前需进行探头校准,主要包括灵敏度补偿和缺陷定量校准。灵敏度补偿的主要操作过程为:首先在标准试块上平衡探头;然后扫查整个标准试块进行数据采集,选定缺陷后进行自动补偿操作。缺陷定量校准过程为:首先对标准试板进行扫查;然后对深度分别为0.5,1,2,3,4mm的缺陷进行标定。阵列涡流检测频率为300kHz,探头的驱动电压为1.0V,增益为35dB,扫查速度为295mm/s,一次扫查宽度为70mm。在该参数下对立式反应釜的下封头环焊缝与热影响区可疑部位进行C扫描成像。涡流阻尼轴承通过电磁耗能原理,有效降低大型旋转机械的振动幅度。上海涡流设备方法利用电涡流设备对金属涂层的附着力进行测试,...
- 镇江涡流设备厂家供应 2026-01-21
- 非接触检测涡流设备绕制 2026-01-20
- 江苏涡流设备用途 2026-01-19
- 青岛涡流设备售后保障 2026-01-19
- 常州涡流设备用途 2026-01-15
- 宁波涡流设备工艺 2026-01-15
- 镇江涡流设备方法 2026-01-14
- 芜湖涡流设备多少钱 2026-01-11
- 特种涡流设备怎么样 2026-01-09
- 工业涡流设备 2026-01-05



- 金属检测涡流设备电路图 2025-12-30
- 合肥涡流设备电路图 2025-12-27
- 苏州非接触检测涡流设备 2025-12-22
- 潍坊涡流设备绕制 2025-12-21
- 常州涡流设备电路图 2025-12-21
- 芜湖涡流设备方法 2025-12-20




- 实用焊管在线涡流探伤使用方法 01-25
- 大管超声涡流设备供应商 01-24
- 江苏涡流线圈电话 01-24
- 高效率涡流线圈 01-23
- 数字化大管超声涡流设备类型 01-23
- 芜湖高精度大管超声涡流设备 01-22
- 青岛超声涡流一体机功能 01-22
- 上海涡流设备方法 01-22
- 镇江涡流设备厂家供应 01-21
- 南京涡流线圈功能 01-21