锥形封头的封头是容器的一部分,通过焊接与园柱体相连,按形状不同,可分为球形、椭园形、碟形、球帽、锥壳、平盖,其中球形、椭圆形、碟形、球帽形封头统称为凸头。谁形头分为对焊头和承插悍头。用于各种容器设备,如储罐、换热器、塔、反应器、锅炉和分离设备等。特点是在介质通过时能均匀地改变速度,便于卸载粘性液体和含有固体颗拉的物料,但机械性能较差,连接处形状突变引起的应力不连续与气缸或管道较大。封头生产厂家为减少不连续应力,谁壳的大端或小端可采用折边结构或圆聊过渡的局部加厚结构。推头的用途:在维头主体谁体的内压作用下,在大端产生较大的油膜应力。在圆维和圆样的交界处,由于几何不连续和曲率半径的突变该处会产生很大的横向推力,会产生很大的边缘应力,容易弯曲,因此需要得到加强。同时,头部锥形不锈钢头部的局部薄膜应力可能会出现在其边缘效应分布范围之外。因此,为确保安全,应将应力强度控制在之内。对于封头大端,加强段的厚度在任何情况下均不得小于连接维体的厚度,对于小端,加强段的厚度在任情况下均不得小于连接谁壳的厚度。 温州浩邦金属制品有限公司是一家专业提供 锥形封头设备的公司。湖南容器锥形封头高度

不锈钢封头使用的注意点1、测量封头的外周长。若事先开展筒体加工,请向生产工厂询问预订封头外周长的尺寸;2、请将封头外周长4等分,并在筒体和封头上搞好标识;3、将封头和筒体开展定位焊接,定位焊接的定位点请客户依据直径和厚度自选;4、定位点定位焊结束后,开展焊接。304不锈钢封头的制作工艺:不锈钢封头是将大于封头直径的管坯,压扁约至封头直径的尺寸,在拉伸支管的部位开一个孔;管还经加热,放入成形模中,并在管坏内装入拉伸支管的冲模:不锈钢封头在压力的作用下管坯被径向压缩,在径向压缩的过程中金属向支管方向流动并在冲模的拉伸下形成支管。整个过程是通过管坏的径向压缩和支管部位的拉伸过程而成形。不锈钢封头与液压胀形封头不同的是,热压封头支管的金属是由管坏的径向运动进行补偿的,所以也称为径向补偿工艺.304不锈钢封头由于采用加热后压制封头,材料成形所需要的设备吨位降低。热压封头对材料的适应性较宽,适用于低碳钢、合金钢、不锈钢的材料,特别是大直径和管整偏厚的封头,通常采用这种成形工艺。封头投入作业以前要检验设计是否符合设计要求,达到其本的安装条件。然后安装完成后要将作业现场清理干净整洁,完成主结构的验收。 贵州食品级锥形封头重量温州浩邦金属制品有限公司为您提供 锥形封头设备,期待您的光临!

制造封头的注意事项:无论从事哪一项工作,首先要注意的就是安全,其实就是在产品生产当中的关于相关的产品一些注意事项,温州浩邦封头厂在封头行业已立足十余年,也将封头制造的相关注意事项告诉大家:1、封头的制造、检验与验收除应符合本标准规定外,还应复合图样或订货技术协议要求。2、封头制造单位应建立健全复合国家压力容器安全监察机构有关法规要求的质量体系,以保证封头质量。3、封头的拼焊应由持有相应资格的“锅炉压力容器焊工合格证书”的人员担任。4、封头的无损检测应由持有相应种类和技术等级的“锅炉压力容器无损检测人员资格证”的人员担任。对分析设计的封头进行无损检测的人员,其技术等级不得低于Ⅱ级。5、凡制造封头的钢板应有用以检测和追踪的确认标记。在制造过程中,如原有确认标记倍裁掉或钢板分成几块,应与钢板切割前完成标记的移植。确认标记的表达方式由封头制造单位规定。6、对于有防腐要求的不锈钢以及复合钢板制封头,不得在防腐蚀面采用硬印作为材料的确认标记和焊工标志。7、对于低温压力容器用封头及需进行疲劳分析设计的封头,不得采用硬印作为材料的确认标记和焊工标志。
锥形封头锥体的主体部分在内压作用下,比较大薄膜应力发生在大端。锥体和圆筒部分连接处,由于几何不连续性,曲率半径突变,因此该处会产生较大的横向推力,引起较大边缘应力,容易发生弯曲,故需加强。对大端,轴向弯曲应力为主要控制因素,且属二次应力,所以应力强度控制在内;对小端,由于小端与圆筒连接处的应力状况主要为平均周向拉应力和平均径向压应力,属局部薄膜应力,所以应力强度可以控制在内,但由于此处局部薄膜应力有可能超越边缘效应的分布范围,为安全起见,取应力强度控制在以内。对大端,任何情况下加强段的厚度不得小于相连接的锥壳厚度,加强段长度应不小于,圆筒加强段长度应不小于。对小端,任何情况下加强段的厚度不得小于相连接的锥壳厚度,锥壳加强段长度应不小于,圆筒加强段长度应不小于。 温州浩邦金属制品有限公司致力于提供 锥形封头设备,欢迎新老客户来电!

封头的直边标准高度有要求吗?所谓家有家规,行有行规,封头也有它的标准规定,不是我们想怎么做就怎么做(除非标尺寸外)关于封头的直边部分可能会少量存在纵向皱折。封头切边后,用直尺测量半球形、椭圆形、碟形、平底形与锥形封头的直边高度,当封头公称直径200>DN≤2000mm时,直边高度h为25mm;当封头公称直径DN>2000mm时,直边段高度h为40mm,直边高度公差为(-5%~-10%)h。但是也有一部分的设备在设计封头直边段部分时是需要加高或减小的,这样的情况,一定要在定货前及时沟通。锥形封头设备,就选温州浩邦金属制品有限公司,让您满意,欢迎新老客户来电!江苏310S锥形封头图片
锥形封头设备,就选温州浩邦金属制品有限公司,用户的信赖之选,欢迎您的来电哦!湖南容器锥形封头高度
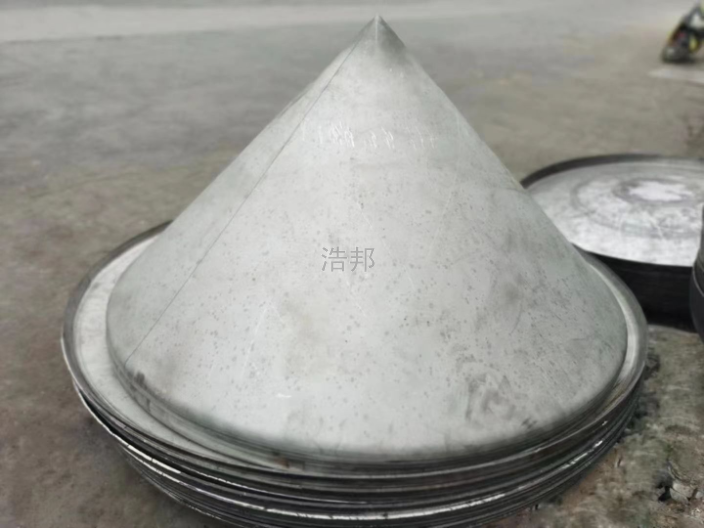
常用的锥形封头为分无折边锥形和折边锥形封头两种。一般常用的锥形封头为60度、90度、120度、150度几种,而无折边的锥形封头做出来因尺寸,模具的关系,可能圆度会较差一点,外面不美观,所以这种锥形除了在锥度越小时一般采用,而折边的锥形封头,因为带有直边,可以对它的圆整度进行修整,所以无论是在尺寸方面,还是圆整度,操作方便都是优于无折边的,这也是为什么很多客户都采用折边锥形封头的原因。对于锥体封头大端,当锥壳半顶角α<30°时,可以来用无折边结构;当α>30°时,应采用带过渡段的折边结构,大端折边的过渡段转角半径应不小于封头大端内直径的10%,且不小于该过渡段厚度的3倍。对于锥体小端,当锥壳半顶角α<45°时,可以采用无折边结构;当α>45°时,应采用带过渡段的折边结构。小端折边的过渡段转角半径应不小于封头小端内直径的5%。且不小于该过渡段厚度的3倍。当锥壳半顶角α>60°时,其厚度可按平盖计算,也可以用应力分析方法确定。锥壳与圆筒的连接应采用全焊透结构。作为厂家,一般建议使用折边锥形封头,因为这种封头带有直边,工人操作上面可以节约时间成本,而且外观非常漂亮。 湖南容器锥形封头高度