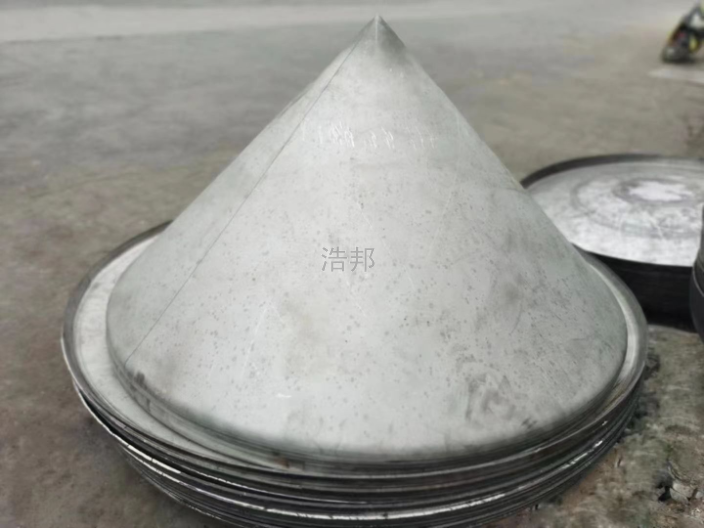
锥形封头制作工艺:1—上模;2—工件;3—下模将待翻边的坯锥置于压机下模与压边圈之间,下模及压边圈的形状与锥形封头折边的形状相同;上模为一般的封头冲压模,直径与折边锥形封头的小端内径相同。启动油压机后,随着上模的下行,坯锥逐渐变形完成翻边。1—上模;2—压边圈;3—毛坯整体冲压翻边的优点是生产效率高,适用的壁厚范围较大,批量生产成本低。缺点是模具造价高,加工困难,因锥形封头规格不同而使模具数量增多,单件生产时,会因模具的加工使制造成本大幅增加。随着锥形封头规格的加大,成本提高,且需要大吨位的压机。在极特殊情况下,两端折边锥形封头(包括变径段)采用整体冲压成形,整张板(可接板)环形下料,利用上模和下模,先冲压坯锥大端,然后冲压小端。大端、小端均需多次冲压翻边,小端翻边难度较大。买封头,来浩邦。只需要提供产品型号,用途,会有专业人员马上出方案报价,您可以足不出户进行一对一沟通,也可以远程看厂看货,直到您满意为止。一站式为您轻松搞定,封头,法兰,人孔,统统都能做,不锈钢原产地直发,无任何中间商环节,真正做到省时,省钱,省心。质量有保障。欢迎大家来电咨询。锥形封头设备,就选温州浩邦金属制品有限公司,让您满意,期待您的光临!上海小口径锥形封头高度

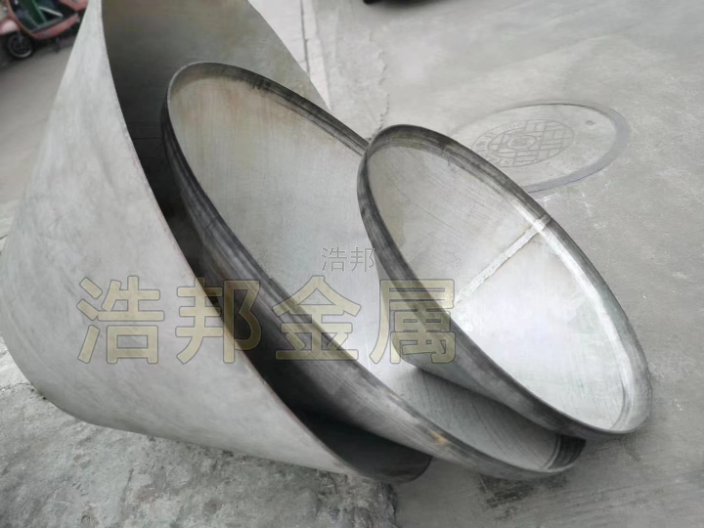
锥形封头常用于石油化工航天船舶、钢铁以及锅炉压力容器等制造行业。制造锥形封头的材质可为碳钢、低合金钢、复合板、不锈钢以及铜、铝、钛等有色金属,品种较多。锥形封头锥体的主体部分在内压作用下,.大薄膜应力发生在大端。锥体和圆筒部分连接处,由于几何不连续性,曲率半径突变,因此该处会产生较大的横向推力,引起较大边缘应力,容易发生弯曲,故需加强。常用的锥壳半顶角α有30°、45°和60°三种。对于锥壳大端,当锥壳半顶角α≤30°时,可以采用无折边结构;当α>30°时,应采用带过渡段的折边结构,同时大端折边锥壳的过渡段转角半径r应不小于封头大端内直径D,的10%,且不小于该过渡段厚度的3倍。而对于锥壳小端,当锥壳半顶角α≤45°,可以采用无折边结构;当α>45°时,应采用带过渡段的折边结构,同时小端折边锥壳的过渡段转角半径r,应不小于封头小端内直径D的5%,且不小于该过渡段厚度的3倍。锥形封头有两种形式,一种是无折边锥形封头,一般用于角度小于等于30℃的场合;另一种是与筒体连接处有一过渡圆弧和一个圆柱直边段的折边锥形风土,就强度而论,锥形封头的结构并不理想,但是封头的型式在很多成和是决定于容器的使用要求。买封头,来浩邦。北京薄壁锥形封头抛光锥形封头设备,就选温州浩邦金属制品有限公司,用户的信赖之选,欢迎新老客户来电!

2.不锈钢封头价格为什么相差这么多:但是像东特之类的钢板,材料较硬,虽然拿来可以卷制桶体一类,但是在冲压这块就不太理想,而宝钢与东特,两个产地的钢板,材料一吨相差几百元,虽然都是304材质的。原材料的成本也是决定封头的价格相差的原因。三、封头加工工艺成本江苏张家港有位客户前面找到我们,急需要一个1800的封头,因为前面在别处定的货,因为焊缝原因,导致不能使用,现在又等着要出货,所以一定要现货。看到客户发来的图片,焊缝处高低严重不平,抛光之后,很明显的痕迹,又是出口的产品,直接影响了产品的美观,会严重的影响他们公司的声誉,所以这样的产品也只能做报废处理,客户说:花钱买了个废品回去!导致这种现象产生的原因,也就是在加工时工艺不对,如焊缝处理,道需要先用压鼓机将焊疤打磨掉,再将焊缝处处理一下,然后再进行冲压,还需要再精磨一次,而很多厂家,往往打磨一次就不再加工了,所以焊缝处理得非常粗糙,所以无论是时间,还是工艺方便,这些也都决定了封头价格不一样。现在的行情竞争如此激烈,利润已经白热化了,老话说得好,一分钱一分货,便宜无好货!不管是买封头还是其它的东西也好,只有自己多掂量掂量。
制造封头的注意事项:无论从事哪一项工作,首先要注意的就是安全,其实就是在产品生产当中的关于相关的产品一些注意事项,温州浩邦封头厂在封头行业已立足十余年,也将封头制造的相关注意事项告诉大家:1、封头的制造、检验与验收除应符合本标准规定外,还应复合图样或订货技术协议要求。2、封头制造单位应建立健全复合国家压力容器安全监察机构有关法规要求的质量体系,以保证封头质量。3、封头的拼焊应由持有相应资格的“锅炉压力容器焊工合格证书”的人员担任。4、封头的无损检测应由持有相应种类和技术等级的“锅炉压力容器无损检测人员资格证”的人员担任。对分析设计的封头进行无损检测的人员,其技术等级不得低于Ⅱ级。5、凡制造封头的钢板应有用以检测和追踪的确认标记。在制造过程中,如原有确认标记倍裁掉或钢板分成几块,应与钢板切割前完成标记的移植。确认标记的表达方式由封头制造单位规定。6、对于有防腐要求的不锈钢以及复合钢板制封头,不得在防腐蚀面采用硬印作为材料的确认标记和焊工标志。7、对于低温压力容器用封头及需进行疲劳分析设计的封头,不得采用硬印作为材料的确认标记和焊工标志。温州浩邦金属制品有限公司致力于提供抛光锥形封头设备,竭诚为您设备。

近日,一项名为反压冲孔平底封头的创新技术正在工业制造领域引发关注。该技术源自国内科研机构,其独特的冲孔工艺和封头技术被广泛应用于各种工业制造领域,为提升生产效率、降低成本、增强产品质量提供了新的解决方案。反压冲孔平底封头技术是一种先进的金属加工方法,通过精确控制冲孔过程和封头形状,实现高精度、高质量的零件制造。与传统的冲孔工艺相比,反压冲孔平底封头技术具有更高的生产效率和更低的材料浪费,同时能够制造出更复杂的零件形状,满足各种工业需求。据了解,反压冲孔平底封头技术的主要在于使用一种特殊的冲头和模具设计,能够在冲孔过程中实现对材料的精确控制。通过这种技术,可以在短时间内完成高质量的冲孔作业,而且无需使用大量的劳动力。此外,该技术还能够大幅度降低废料和能源的消耗,为工业制造领域带来明显的经济效益和环保效益。目前,反压冲孔平底封头技术已经被广泛应用于汽车、航空航天、电子设备、建筑等领域。例如,在汽车制造业中,该技术被用于制造各种高精度零件,如油箱、发动机部件等。在建筑领域,反压冲孔平底封头技术则被用于制造各种金属结构件,如桥梁、高层建筑的支撑结构等。温州浩邦金属制品有限公司为您提供 锥形封头设备,有想法可以来我司咨询!江苏水罐锥形封头厂家
抛光锥形封头设备,就选温州浩邦金属制品有限公司,让您满意,欢迎您的来电!上海小口径锥形封头高度
封头的制作要求有哪些呢?下面封头生产厂家来给大家介绍一下。1、封头的制造、检验与验收除应符合本标准规定外,还应复合图样或订货技术协议要求。2、封头制造单位应建立健全复合压力容器监察机构有关法规要求的质量体系,以确保封头质量。3、封头的拼焊应由持有相应资格的“锅炉压力容器焊工合格证书”的人员担任。4、封头的无损检测应由持有相应种类和技术等级的“锅炉压力容器无损检测人员资格证”的人员担任。对分析设计的封头进行无损检测的人员,其技术等级不得低于Ⅱ级。5、凡制造封头的钢板应有用以检测和追踪的确认标记。在制造过程中,如原有确认标记倍裁掉或钢板分成几块,应与钢板切割前完成标记的移植。确认标记的表达方式由封头制造单位规定。6、对于有防腐要求的不锈钢以及复合钢板制封头,不得在防腐蚀面采用硬印作为材料的确认标记和焊工标志。7、对于低温压力容器用封头及需进行疲劳分析设计的封头。上海小口径锥形封头高度