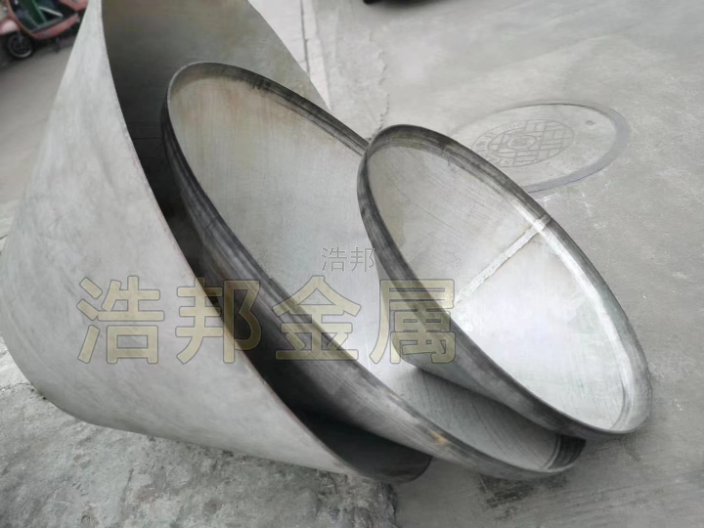
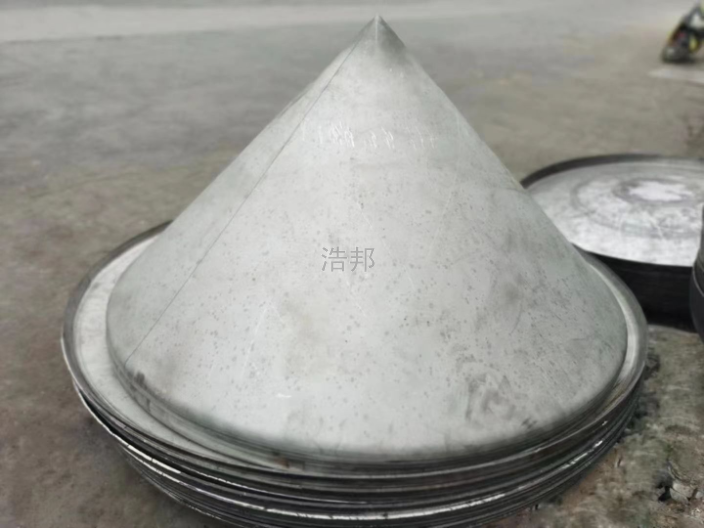
常用的锥形封头为分无折边锥形和折边锥形封头两种。一般常用的锥形封头为60度、90度、120度、150度几种,而无折边的锥形封头做出来因尺寸,模具的关系,可能圆度会较差一点,外面不美观,所以这种锥形除了在锥度越小时一般采用,而折边的锥形封头,因为带有直边,可以对它的圆整度进行修整,所以无论是在尺寸方面,还是圆整度,操作方便都是优于无折边的,这也是为什么很多客户都采用折边锥形封头的原因。对于锥体封头大端,当锥壳半顶角α<30°时,可以来用无折边结构;当α>30°时,应采用带过渡段的折边结构,大端折边的过渡段转角半径应不小于封头大端内直径的10%,且不小于该过渡段厚度的3倍。对于锥体小端,当锥壳半顶角α<45°时,可以采用无折边结构;当α>45°时,应采用带过渡段的折边结构。小端折边的过渡段转角半径应不小于封头小端内直径的5%。且不小于该过渡段厚度的3倍。当锥壳半顶角α>60°时,其厚度可按平盖计算,也可以用应力分析方法确定。锥壳与圆筒的连接应采用全焊透结构。作为厂家,一般建议使用折边锥形封头,因为这种封头带有直边,工人操作上面可以节约时间成本,而且外观非常漂亮。对焊锥形封头设备,就选温州浩邦金属制品有限公司,用户的信赖之选,有需要可以联系我司哦!福建模压锥形封头制造厂家

折边锥形封头有3种形式,一是两端(即大端与小端)折边,二是大端折边而小端不折边,三是大端不折边而小端折边。折边锥形封头翻边主要有以下4种方法,一是整体冲压翻边,坯锥制造完成后,冲压折边端;二是分瓣冲压翻边,瓣片下料后,冲压折边端(或段),再组焊;三是滚压翻边,坯锥制造完成后,设备滚压折边端;四是旋压翻边,坯锥制造完成后,旋压大端,如果小端需翻边,则再冲压或滚压小端。此外,还有靠模敲打翻边。1整体冲压翻边整体冲压翻边在油压机(或水压机)上进行。折边锥形封头大端冲压翻边如图。将待翻边的坯锥置于压机上模与下模之间,上模及下模的形状与锥形封头折边的形状相同;下模为一般的封头冲压模,直径略大于折边锥形封头的大端外径。启动油压机后,随着上模的下行,坯锥逐渐变形完成翻边。河南工业锥形封头重量温州浩邦金属制品有限公司致力于提供 对焊锥形封头设备,欢迎您的来电!

锥形封头是一种常见的管道连接部件,普遍应用于石油、化工、医药、食品等行业。它的独特设计和专业材料使其具有出色的耐压性能和密封性能,成为管道系统中不可或缺的重要组成部分。以下是关于锥形封头的营销文案。在现代工业生产中,管道系统扮演着至关重要的角色。而锥形封头作为管道连接的重要组成部分,承担着保证管道系统安全运行的重要任务。我们的锥形封头以其专业的性能和可靠的质量,成为管道系统的安全守护者。首先,我们的锥形封头采用专业的材料制造,确保其具有出色的耐压性能。无论是在高温高压环境下,还是在极端工况下,我们的锥形封头都能够稳定运行,不会出现泄漏或破裂的情况。这为管道系统的安全运行提供了有力的保障。其次,我们的锥形封头采用先进的设计,具有优异的密封性能。通过精确的加工工艺和严格的质量控制,我们的锥形封头能够与管道连接部分完美贴合,形成可靠的密封。不论是液体、气体还是固体,都无法从连接处泄漏,确保了管道系统的正常运行。
浅谈锥体封头使用环境:锥体封头是指封头外观形状类似于锥的形状,可以起到很好的作用。由于使用锥体封头的地方还是挺多的,因此市面上的锥体封头使用情况还是非常广的,那么锥体封头的使用环境怎么样呢,一起和封头生产厂家来了解下。锥体封头运用在轻度密封的场合,为了适应生产的需要必须将封头进行恰当的加固,锥体封头的物理构造设计的和其余的封头有很大的差距,因此在运用的时候起底部会遭到很大的压强,不平均的压强势必会造成封头的不稳固,这就是为什么要对封头进行加固的原因,锥体封头的使用环境,这是由于不同的运用环境关于封头有不同的请求而咱们正是为了满意封头的运用环境的请求才购置特定的封头的,这样咱们重视运用环境就是应该的了,然而在实践之中咱们还须要重视另外的一种环境,这种环境就是封头所运用的实践环境。买封头,来浩邦。只需要提供产品型号,用途,会有专业人员马上出方案报价,您可以足不出户进行一对一沟通,也可以远程看厂看货,直到您满意为止。一站式为您轻松搞定,封头,法兰,人孔,统统都能做,不锈钢原产地直发,无任何中间商环节,真正做到省时,省钱,省心。质量有保障。欢迎大家来电咨询。对焊锥形封头设备,就选温州浩邦金属制品有限公司,用户的信赖之选,有需求可以来电咨询!

下面我们来说一下碳钢锥形封头出现裂纹的原因吧!1、化学成分的影响依据相关资料公式盘算可知316,310的△值分别为+、+。2、加工变形量的影响封头在冷旋压进程中,资料的变形量较大翻边部位可达百分之40以上依据相关资料介绍Cr-Ni不锈钢冷加工对导磁率的影响发生马氏体组织的含量随化学成分的增加而削减随冷加工变形率的变大而增加。3、焊接的影响在等强度原则下选用焊接工艺焊接热影响区的晶粒长大使其塑性下降焊接缺陷中的尖锐缺口在旋压进程中被拉裂,都使其机能低于母材而首先发生裂纹。解决方法:1、提升化学成分即在不改酿成形工艺的情况下可改用更好的资料。2、提高封头的加工温度实行温旋压工艺。3、改变应变巨细依据资料介绍即从Cr-Ni不锈钢冷加工对到导磁率的影响可以看出在变形量百分之。可以在变形较大区域增加压制次数,控制每次变形量在百分之。4、热处置固溶处置能消除马氏体恢复机能。5、提高焊接质量在旋制进步行探伤检查消除内外部缺陷。选用适合的焊接工艺,提高焊接接头力学机能减小热影响区。温州浩邦金属制品有限公司致力于提供 对焊锥形封头设备,有想法的不要错过哦!山东旋压锥形封头重量
温州浩邦金属制品有限公司是一家专业提供对焊锥形封头设备的公司,期待您的光临!福建模压锥形封头制造厂家
锥形封头通常都有哪些材质:304316LQ235B2205310S执行标准为GB/T25198-2010.品种较多,锥形封头锥体的主体部分在内压作用下,比较大薄膜应力发生在大端。锥体和圆筒部分连接处,由于几何不连续性,曲率半径突变,因此该处会产生较大的横向推力,引起较大边缘应力,容易发生弯曲,故需加强。对大端,轴向弯曲应力为主要控制因素,且属二次应力,所以应力强度控制在内;对小端,由于小端与圆筒连接处的应力状况主要为平均周向拉应力和平均径向压应力,属局部薄膜应力,所以应力强度可以控制在内,但由于此处局部薄膜应力有可能超越边缘效应的分布范围,为安全起见,取应力强度控制在以内。对大端,任何情况下加强段的厚度不得小于相连接的锥壳厚度,加强段长度应不小于,圆筒加强段长度应不小于。对小端,任何情况下加强段的厚度不得小于相连接的锥壳厚度,锥壳加强段长度应不小于,圆筒加强段长度应不小于。买封头,来浩邦。只需要提供产品型号,用途,会有专业人员马上出方案报价,您可以足不出户进行一对一沟通,也可以远程看厂看货,直到您满意为止。一站式为您轻松搞定,封头,法兰,人孔,统统都能做,不锈钢原产地直发,无任何中间商环节,真正做到省时,省钱,省心。福建模压锥形封头制造厂家