- 品牌
- 信牌
- 型号
- x-3系列
- 加工定制
- 是
- 重量
- 2800
- 产地
- 温州乐清
- 厂家
- 自动化设备
全自动线束组装机操作复杂度较高,需掌握MES系统联动、参数调节(如压接压力公差±0.03mm)等技能12。典型故障需专业维修(如D80焊接机的电气检查或参数校准)3。智能电子组装台通过高清屏和可视化指导降低难度,新手可快速上手(切换时间缩短90%)。模块化设计支持多工位协同,减少对经验的依赖。00:00 清洁前的机舱落满灰尘00:10 用风******灰尘00:17 用清洁剂清洗机舱00:24 用抹布擦干00:30 喷洒线束保护剂00:41 细节处理00:44 等待保护剂凝固二、技能要求差异基础操作岗:如线束组装、检测,经短期培训即可掌握4。技术岗:线束工程师需解决布线公差、空间***等复杂问题数字化转型背景下,具备数据追溯功能的线束组装机更受企业青睐。浙江小型线束组装机
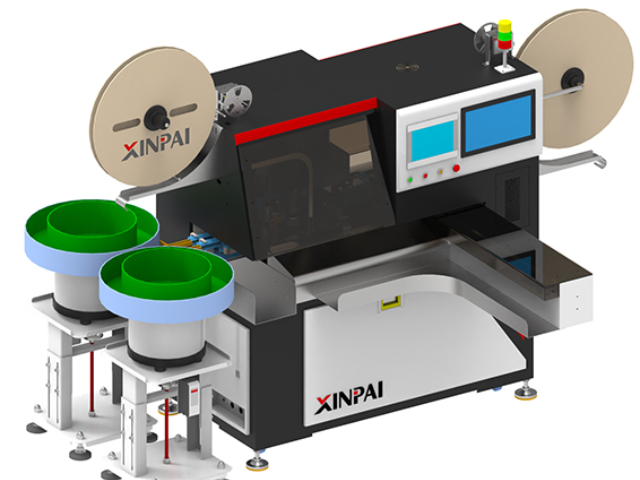
线束组装机的工作原理主要基于自动化机械传动与精密控制技术,其**流程可分为以下几个关键环节:一、基础加工模块裁切与剥线通过直线电机驱动送线系统,配合激光切割或刀片裁切机构,实现导线长度精度达±0.5mm的裁切,同时完成剥皮作业12。00:00直角端子的双端入塑壳交叉装配00:03原材料介绍00:06放线架送线00:11自动裁切剥皮00:15双端压接插塑壳00:20端子外观检测00:24成品展示00:26压力监控00:31日常生产界面操作端子压接采用超声波或气动压接技术,将端子与导线通过机械压力实现冷焊连接。压接过程中需监控压力值(如公差不超过0.03mm)以确保导电性和机械强度23。浙江小型线束组装机线束组装机支持数据联网管理,生产数量、合格率等数据可实时统计分析。
故障处理焊接不良:优先检查电极清洁度、参数设置及冷却系统状态1。机械异常:排查感应器偏移、丝杠润滑不足或杂质积聚问题23。四、安全注意事项操作时需切断主电源,避免带电作业2。高压设备维护需佩戴绝缘手套,遵循新能源汽车**安全规程汽车制造领域传统燃油车线束用于发动机控制线束、车灯线束等组装,需满足耐高温(-40℃~120℃)和抗振动要求12。典型设备:全自动压接机(如HSD弯头伺服端子机),支持外导体压接和公差控制±0.03mm3。新能源汽车高压线束电池组、充电枪等高压线束组装,需特殊绝缘处理(如热缩套管)和磁悬浮输送技术3。案例:松江企业“微进电子”全自动产线可完成16道连续工序。
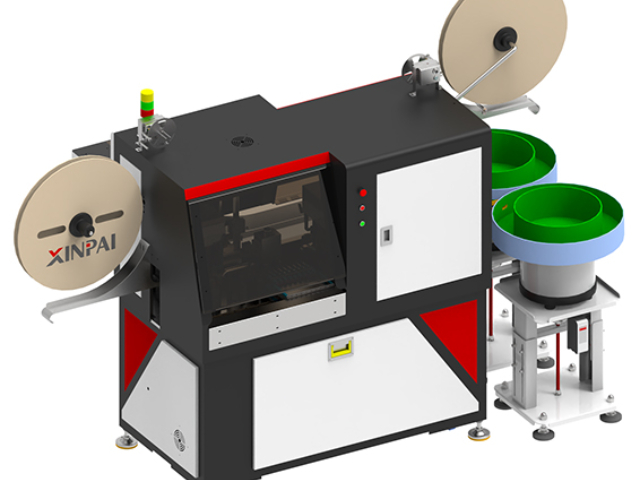
二、**装配系统排线定位通过工装板或流水线布局,按1:1比例定位导线走向,使用布线棒、U叉等治具固定线束分支,确保符合设计图纸的路径要求14。00:12设计规划00:26原材料加工00:49组装过程00:59总装流水线插接与检测自动插针机构将端子插入连接器,并通过探针接触式短路测试、光学检测(如PIN位位置度检测)验证装配质量三、辅助功能模块热缩与保护隧道烤炉对套管进行热缩处理,形成绝缘保护层,同时通过传感器检测漏包或发黄等缺陷6。00:00汽车线束的组成00:14前端人员的工序00:22质检员的检测00:27后端人员的二次捆绑和检测00:34防止漏检的目的电测与质检采用光学功能测试治具检测信号传输性能,结合100%高压测试(如500V)和极端环境模拟(-40℃~120℃)确保可靠性17。四、控制与协同力控技术应用(如机器人装配)通过力传感器反馈调整动作,实现ECU插头等精密组装的柔顺插入高效线束组装机可连续 24 小时运行,有效缩短线束生产的交付周期。
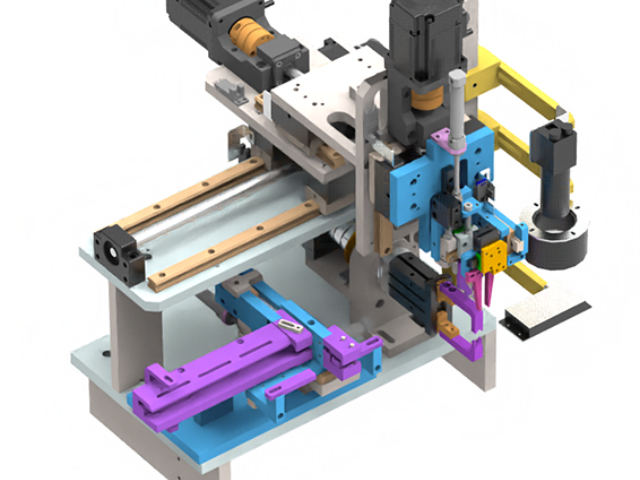
屏蔽线束:需确保屏蔽层与端子可靠连接,且不与芯线短路。多芯线束:压接后各芯线应均匀分布,无堆叠或外露。五、综合判定流程首件必检:换模具后首件需通过目视、拉力及截面分析2。过程抽检:每2小时抽检一次,结合AI压力管理系统筛查波形异常3。终检:100%通电测试,确保每根线束信号正常12。通过多维度检测可有效避免压接不良导致的电气故障一、机械性能检测标准压接质量验证压接高度需控制在±0.002英寸公差内,导体压接区应呈六边形闭合结构,无金属断裂或线芯损伤1。绝缘压接区需完整包裹绝缘层(至少180度),且无刺穿或过度压缩现象1。裁切与剥线精度导线长度误差需≤±0.5mm,绝缘层剥皮后厚度减少<20%,且无烧焦或熔融痕迹线束组装机与工业机器人协同作业,成为现代线束工厂的标配方案。深圳小型线束组装机报价
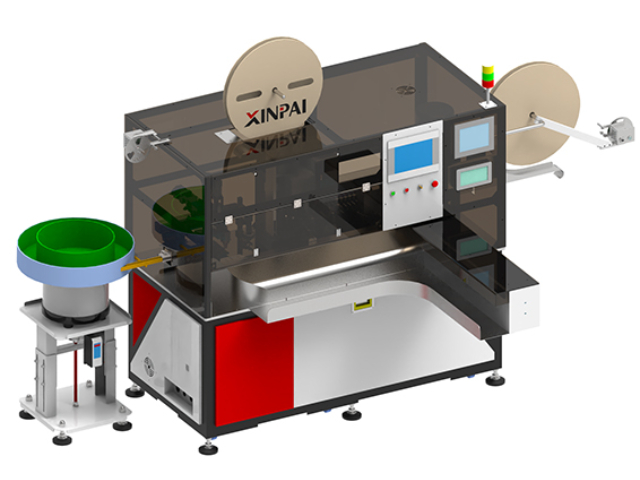
高速线束组装机每小时处理上千套线束,大幅降低人工操作强度。浙江小型线束组装机
维护建议预防性维护:每5000次生产后清洁电极,每3个月润滑导轨丝杠。故障响应:建立快速更换机制(如备用压接模具库存),减少停机时间1。通过针对性排查与维护,可***降低故障率,保障产线稳定性。一、压接高度异常问题压接高度过小表现为端子压接区金属断裂或线芯损伤,需通过游标卡尺检测并调整压接机参数(如公差控制在±0.002英寸)。解决方案:校准压接模具压力,确保导体压接区呈六边形闭合结构,避免线芯过度压缩1。压接高度过大导致导体与端子接触不良,需检查线缆截面积是否匹配端子规格,避免“大线小压”或“小线大压”现象1。00:16 小伙决定制作线束缠绕机00:28 家人质疑小伙的能力00:40 小伙开始制作线束缠绕机00:55 线束缠绕机完成并测试01:01 小伙展示操作过程02:23 小伙完成线束缠绕机二、绝缘压接缺陷绝缘压接区过小可能刺穿绝缘层,需调整压接工具使端子夹紧绝缘层至少180度,并采用IDT技术优化接触面。绝缘压接区过大削弱应力释放功能,需验证绝缘层外径与端子压接件匹配度,避免无效空隙。浙江小型线束组装机
温州信牌自动化科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在浙江省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,温州信牌自动化科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!
- 上海线束组装机多少钱 2026-06-26
- 广州电动车线束组装机厂家供应 2026-06-26
- 韶关自动化线束组装机价格 2026-06-25
- 珠海电脑线束组装机多少钱 2026-06-25
- 深圳电脑线束组装机报价 2026-06-25
- 广州电气线束组装机多少钱一台 2026-06-25
- 珠海电动车线束组装机哪家好 2026-06-25
- 金华小型线束组装机定制 2026-06-24
- 浙江汽车线束组装机多少钱一台 2026-06-24
- 嘉兴家电线束组装机定制 2026-06-24
- 金华电子线束组装机定制 2026-06-24
- 金华电气线束组装机报价 2026-06-24