- 品牌
- 信牌
- 型号
- x-3系列
- 加工定制
- 是
- 重量
- 2800
- 产地
- 温州乐清
- 厂家
- 自动化设备
强制检定设备:如涉及安全检测(高压线束),需按法规执行(如每年1次)23。00:06打开开关00:09安装刀模00:21组装端子盘00:32放下端子00:38固定端子00:57测试完成通过以上方法,可科学设定校准周期,兼顾精度与成本一、基础精度验证方法标准件重复性测试使用认证标准件(如校准线束)进行连续20次重复测量,裁线精度偏差应≤±0.1mm,压接拉力波动范围需控制在±5%内1。若标准差超过允许值(如±0.15mm),则需校准。环境温度需稳定在20±5℃,避免热变形影响结果1。系统误差检测通过多尺寸标准件(如10mm、50mm线束)验证压接一致性,系统性偏差超过±2.5%时需调整机台参数1。00:06 打开开关00:09 安装刀模00:21 组装端子盘00:32 放下端子00:38 固定端子00:57 测试完成二、关键部件状态评估运动轴与定位系统检测X/Y/Z轴线性精度(激光干涉仪),导轨直线度误差需≤0.02mm/m,垂直度偏差<5角秒1。定位板与基准面平行度误差>0.1mm时需重新校准。电气性能测试端子压接后需通过拉力测试(如0.5mm²线径≥50N)及导通检测(电阻变化≤5mΩ)2。若连续3次不合格,需校准压接单元。线束组装机支持数据联网管理,生产数量等数据可实时统计分析。深圳线束组装机价格
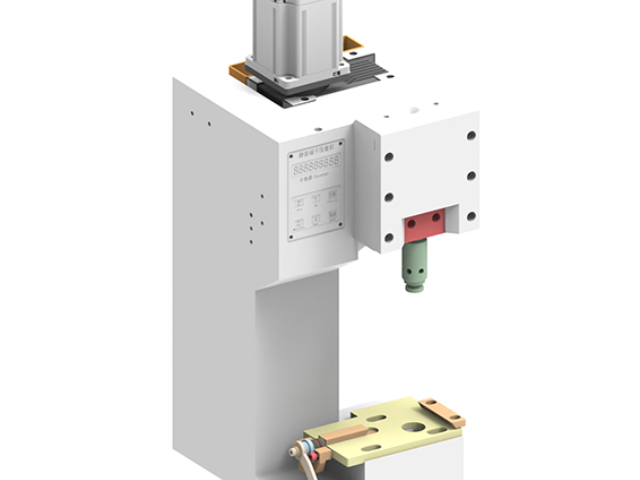
电气性能验证端子压接测试:通过拉力测试仪验证端子与线束的焊接强度,**小拉力值需符合线径标准(如0.5mm²线径≥50N)3。电测功能:核对测试资料后通电检测,确保瞬断时间≤1μs、电阻变化≤5mΩ14。4.参数调整与复测偏差修正:根据测量结果调整机台参数(如插PIN压力、绑线张力),重复测试直至达标56。记录校准数据:保存校准报告,包括环境参数、偏差值及调整记录5。5.定期维护建议高频使用场景:每3个月校准一次,或累计运行500小时后复检16。关键部件更换:如更换伺服电机或传感器后需立即校准2。校准需严格遵循厂商手册(如S27SC设备的±0.05mm贴装精度要求)6,并结合QC/T29106等标准执行绍兴电脑线束组装机现货相比人工组装,线束组装机不*效率翻倍,还能节约人力成本投入。
散热系统优化强制风冷设计为机台配置工业级散热风扇(如轴流风机),确保风量≥50CFM,风速均匀覆盖压接单元与伺服电机等发热部件12。金属外壳需预留散热孔(开孔率≥30%),并避免与塑料部件直接接触导致热阻增加3。热传导材料应用在压接模块与散热片间涂抹导热硅脂(导热系数≥5W/m·K),降低接触热阻3。优先选用铝合金框架,其热导率(237W/m·K)***优于钢材(50W/m·K)2。二、运行环境控制温度与通风管理车间环境温度需控制在18-27℃,湿度≤60%,避免阳光直射机台23。机台周围预留≥50cm散热空间,禁止堆放杂物阻碍空气流通
设计改进建议对高发热部件(如伺服驱动器)加装**散热风道,避免热量积聚1。采用低功耗元器件(如IGBT模块),减少自身产热量2。通过以上措施,可有效将机台温升控制在15℃以内,保障长期稳定运行设计改进建议对高发热部件(如伺服驱动器)加装**散热风道,避免热量积聚1。采用低功耗元器件(如IGBT模块),减少自身产热量2。通过以上措施,可有效将机台温升控制在15℃以内,保障长期稳定运行全自动下线压接机:集成切线、压接功能,适用于端子与导线的快速连接。静音压接机:适用于对噪音敏感的环境,压接稳定性高。辅助加工设备扭脱机:用于导线绞合前的扭线处理。切管机:切割热缩管或波纹管,适配不同线束防护需求。二、自动化与集成设备全自动生产线穿号下线机:集成打号、穿管、折弯等多工序,支持Excel数据导入,实现零错误加工。双端压接机:一次性完成打号、穿管、双端压接,提升配电二次线加工效率。新能源**设备新能源汽车线束生产线:包含智能工装板、高压线束装配模块,支持低压/高压线束的自动化生产12。充电枪线束装配线:专为欧标双头充电枪设计,集成放线、屏蔽网处理等功能线束组装机的技术更新速度快,采购时可关注设备的升级兼容性。
质量管控与扩展能力检测与追溯系统配备端子截面分析仪,支持压接剖面报告生成,检测项目需覆盖导体包铜塑性、芯线偏移等关键参数1。激光打码功能实现不良品追溯,数据需与MES系统无缝对接3。柔性生产与兼容性模块化设计支持多型号线束快速切换(切换时间≤5分钟),适配新能源汽车等高复杂度线束45。设备防护等级需符合IP54以上,适应车间粉尘、油污环境4。三、供应商技术验证**与案例审查优先选择拥有自主定位技术(精度达1微米)及图像采集**的厂商3。要求提供实际生产案例,验证设备在拖链线束(500万次弯曲循环)等严苛场景下的稳定性长期闲置的线束组装机,需定期开机运行,避免部件锈蚀或功能失效。湖州小型线束组装机报价
定制化线束组装机可根据企业特殊需求,增减功能模块适配专属生产场景。深圳线束组装机价格
屏蔽线束:需确保屏蔽层与端子可靠连接,且不与芯线短路。多芯线束:压接后各芯线应均匀分布,无堆叠或外露。五、综合判定流程首件必检:换模具后首件需通过目视、拉力及截面分析2。过程抽检:每2小时抽检一次,结合AI压力管理系统筛查波形异常3。终检:100%通电测试,确保每根线束信号正常12。通过多维度检测可有效避免压接不良导致的电气故障一、机械性能检测标准压接质量验证压接高度需控制在±0.002英寸公差内,导体压接区应呈六边形闭合结构,无金属断裂或线芯损伤1。绝缘压接区需完整包裹绝缘层(至少180度),且无刺穿或过度压缩现象1。裁切与剥线精度导线长度误差需≤±0.5mm,绝缘层剥皮后厚度减少<20%,且无烧焦或熔融痕迹深圳线束组装机价格
温州信牌自动化科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在浙江省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同温州信牌自动化科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
- 韶关自动化线束组装机价格 2026-06-25
- 珠海电脑线束组装机多少钱 2026-06-25
- 深圳电脑线束组装机报价 2026-06-25
- 广州电气线束组装机多少钱一台 2026-06-25
- 珠海电动车线束组装机哪家好 2026-06-25
- 金华小型线束组装机定制 2026-06-24
- 浙江汽车线束组装机多少钱一台 2026-06-24
- 嘉兴家电线束组装机定制 2026-06-24
- 金华电子线束组装机定制 2026-06-24
- 金华电气线束组装机报价 2026-06-24
- 小型线束组装机多少钱一台 2026-06-23
- 金华汽车线束组装机生产厂家 2026-06-23