- 品牌
- 信牌
- 型号
- x-3系列
- 加工定制
- 是
- 重量
- 2800
- 产地
- 温州乐清
- 厂家
- 自动化设备
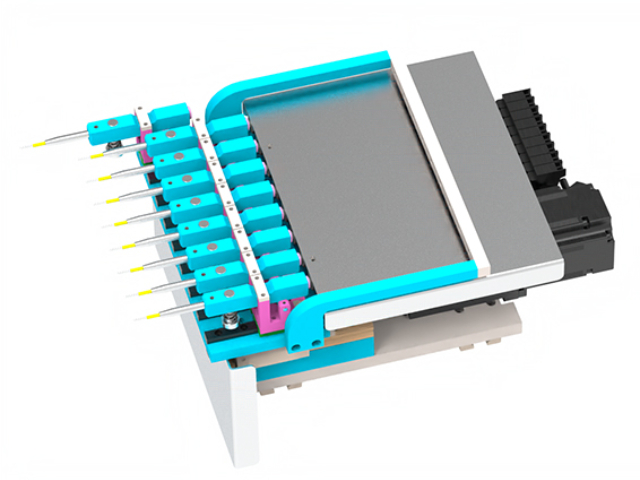
插接与检测自动插针机构将端子插入连接器,并通过探针接触式短路测试、光学检测(如PIN位位置度检测)验证装配质量5。三、辅助功能模块热缩与保护隧道烤炉对套管进行热缩处理,形成绝缘保护层,同时通过传感器检测漏包或发黄等缺陷6。00:00汽车线束的组成00:14前端人员的工序00:22质检员的检测00:27后端人员的二次捆绑和检测00:34防止漏检的目的电测与质检采用光学功能测试治具检测信号传输性能,结合100%高压测试(如500V)和极端环境模拟(-40℃~120℃)确保可靠性17。四、控制与协同力控技术应用(如机器人装配)通过力传感器反馈调整动作,实现ECU插头等精密组装的柔顺插入8。数据追溯生产数据同步至ERP系统,支持异常定位与质量追溯6。00:00设备和线束组装调试的重要性00:07线束在电子设备中的作用00:16线束的关键参数00:34线束组装的工艺要求00:41具体产品介绍该技术通过机械传动、传感检测与智能控制的协同,实现线束从单根导线到成品的全自动化组装定期检查线束组装机的压接模具磨损情况,磨损严重时及时更换。广东线束组装机答疑解惑
故障处理焊接不良:优先检查电极清洁度、参数设置及冷却系统状态1。机械异常:排查感应器偏移、丝杠润滑不足或杂质积聚问题23。四、安全注意事项操作时需切断主电源,避免带电作业2。高压设备维护需佩戴绝缘手套,遵循新能源汽车**安全规程汽车制造领域传统燃油车线束用于发动机控制线束、车灯线束等组装,需满足耐高温(-40℃~120℃)和抗振动要求12。典型设备:全自动压接机(如HSD弯头伺服端子机),支持外导体压接和公差控制±0.03mm3。新能源汽车高压线束电池组、充电枪等高压线束组装,需特殊绝缘处理(如热缩套管)和磁悬浮输送技术3。案例:松江企业“微进电子”全自动产线可完成16道连续工序。辽宁线束组装机互惠互利绿色制造理念推动下,低能耗、可回收的线束组装机成为行业重点。
自校准与外部校准结合自校准:部分设备支持日常自校准(如每周或每月),可快速验证基础功能,但需定期配合外部专业校准56。外部校准:由专业机构执行,确保符合行业标准(如ISO或GBZ规范)27。4.校准依据制造商建议:优先参考设备说明书或厂商提供的校准指南1。实际使用数据:通过历史校准记录和误差分析动态调整周期,遵循“科学、经济、合理”原则4。00:00设备和线束组装调试的重要性00:07线束在电子设备中的作用00:16线束的关键参数00:34线束组装的工艺要求00:41具体产品介绍若设备涉及安全检测(如高压线束生产),需额外遵循《电动自行车行业规范条件》等法规要求,强化校准频次
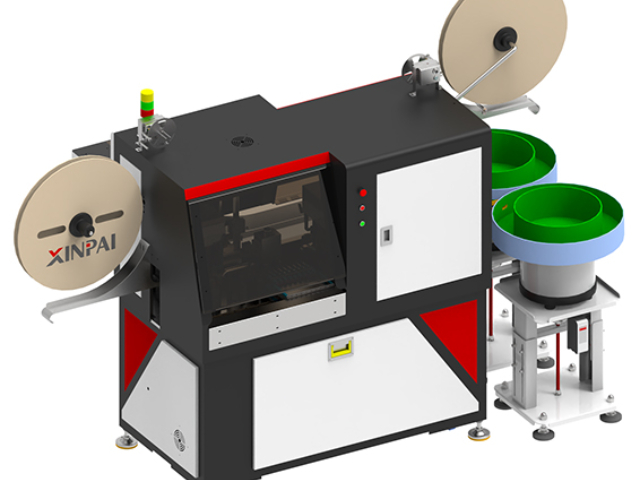
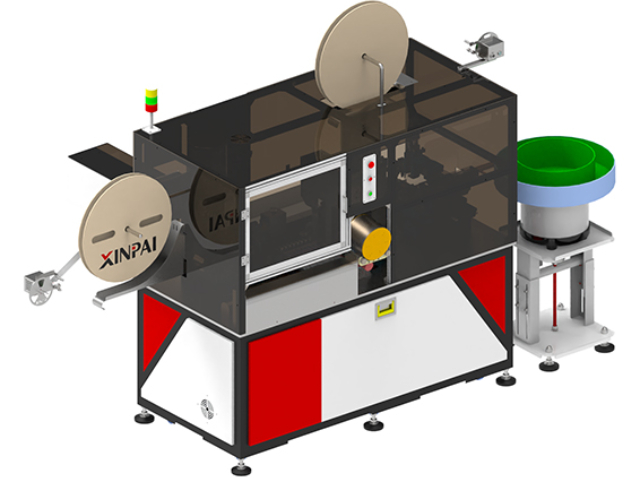
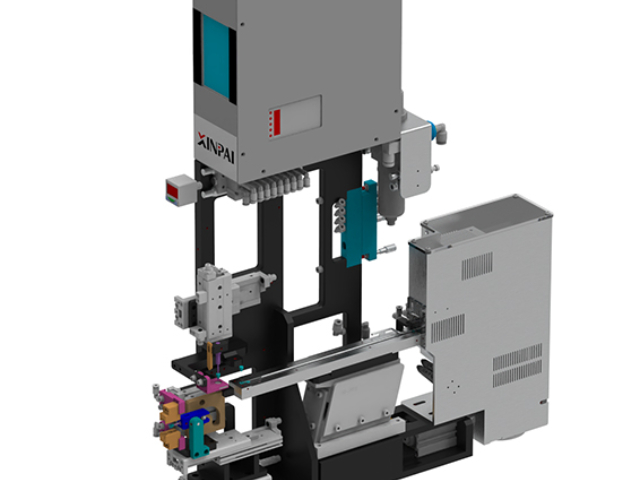
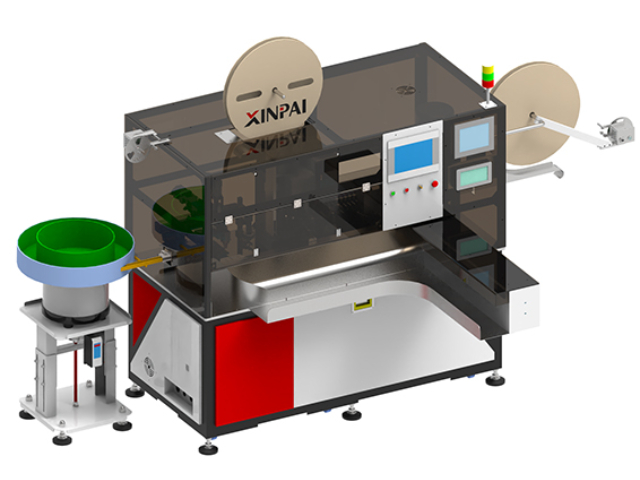
线束组装机台**功能自动化裁线与压接集成切线、剥皮、端子压接功能,支持多规格线材处理(如汽车线束、电子线束),裁线精度可达±0.5mm,压接后通过拉力测试(≥50N)及CCD视觉检测同心度12。部分机型配备激光打码功能,实现不良品自动裁切与追溯1。智能分装与总装采用工装板或电子组装台定位,1:1投影图纸指导布线,避免人工误差,支持多型号快速切换(切换时间缩短90%)。模块化设计可扩展为流水线系统,适配复杂线束(如新能源汽车线束)的预装与合模2。二、主流设备类型与特点双工位自动机高速处理绕线、包胶、压接等工序,单件耗时*需几秒,适合大批量生产精密线束组装机的压接力可调控,保障端子连接的稳定性与可靠性。
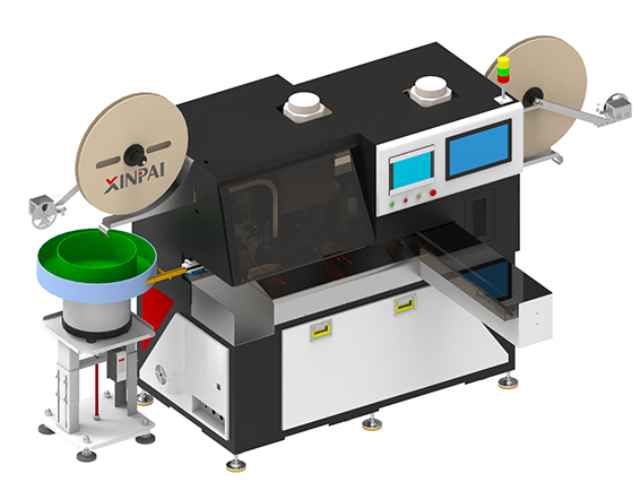
**性能指标验证加工精度与一致性裁线精度需达±0.1mm,剥皮长度误差≤0.05mm,压接拉力需符合行业标准(如汽车线束≥50N)12。**机台应集成CCD视觉检测,自动识别压接同心度与端子变形,不良品剔除率需≥99.9%13。00:00 图灵慧眼线束外观缺陷筛选机介绍00:06 焊接点质量检测00:15 竖直线性焊点检测00:20 焊点检测技术发展趋势自动化与智能化水平全自动设备需支持一键完成定位、切割、研磨、图像分析全流程,人工干预环节越少越好3。智能电子组装台需具备1:1投影图纸、实时物料清单管理功能,降低操作员经验依赖线束组装机每日使用后,需清理设备表面的粉尘和导线碎屑,保持清洁。云南自动化线束组装机
定制化线束组装机可根据企业特殊需求,增减功能模块适配专属生产场景。广东线束组装机答疑解惑
散热系统优化强制风冷设计为机台配置工业级散热风扇(如轴流风机),确保风量≥50CFM,风速均匀覆盖压接单元与伺服电机等发热部件12。金属外壳需预留散热孔(开孔率≥30%),并避免与塑料部件直接接触导致热阻增加3。热传导材料应用在压接模块与散热片间涂抹导热硅脂(导热系数≥5W/m·K),降低接触热阻3。优先选用铝合金框架,其热导率(237W/m·K)***优于钢材(50W/m·K)2。二、运行环境控制温度与通风管理车间环境温度需控制在18-27℃,湿度≤60%,避免阳光直射机台23。机台周围预留≥50cm散热空间,禁止堆放杂物阻碍空气流通广东线束组装机答疑解惑
温州信牌自动化科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在浙江省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同温州信牌自动化科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
- 韶关自动化线束组装机价格 2026-06-25
- 珠海电脑线束组装机多少钱 2026-06-25
- 深圳电脑线束组装机报价 2026-06-25
- 广州电气线束组装机多少钱一台 2026-06-25
- 珠海电动车线束组装机哪家好 2026-06-25
- 金华小型线束组装机定制 2026-06-24
- 浙江汽车线束组装机多少钱一台 2026-06-24
- 嘉兴家电线束组装机定制 2026-06-24
- 金华电子线束组装机定制 2026-06-24
- 金华电气线束组装机报价 2026-06-24
- 小型线束组装机多少钱一台 2026-06-23
- 金华汽车线束组装机生产厂家 2026-06-23