- 品牌
- 恩畅
- 型号
- ECE
RoSSiMauro和WangDavid研究了柔性机器人的被动控制问题。5)力反馈控制法。柔性机械臂振动的力反馈控制实际上是基于逆动力学分析的控制方法即根据逆动力学分析通过臂末端的给定运动求得施加于驱动端的力矩并通过运动或力检测对驱动力矩进行反馈补偿。6)自适应控制。采用组合自适应控制将系统划分成关节子系统和柔性子系统。利用参数线性化的方法设计自适应控制规则来辨识柔性机械臂的不确定性参数。对具有非线性和参数不确定性的柔性机械臂进行了跟踪控制器的设计。控制器的设计是依据Lyapunov方法的鲁棒和自适应控制设计。通过状态转换将系统分成两个子系统。用自适应控制和鲁棒控制分别对两个子系统进行控制。7)PID控制。PID控制器作为很受欢迎和很广泛应用的控制器,由于其简单、有效、实用,被普遍地用于刚性机械臂控制,常通过调整控制器增益构成自校正PID控制器或与其它控制方法结合构成复合控制系统以改善PID控制器性能。8)变结构控制。变结构控制系统是一种不连续的反馈控制系统,其中滑模控制是很普遍的变结构控制。其特点;在切换面上,具有所谓的滑动方式,在滑动方式中系统对参数变化和扰动保持不敏感,同时,它的轨迹位于切换面上,滑动现象并不依赖于系统参数。苏州恩畅伺服电机一般适用于负载较小的机器人切割或喷涂。平行四边形机器人其上臂是通过一根拉杆驱动的。浙江伺服电动缸壳了
变位机与机器人可以是分别运动,即变位机变位后机器人再焊接;也可以是同时运动,即变位机一边变位,机器人一边焊接,也就是常说的变位机与机器人协调运动。这时变位机的运动及机器人的运动复合,使焊枪相对于工件的运动既能满足焊缝轨迹又能满足焊接速度及焊枪姿态的要求。实际上这时变位机的轴已成为机器人的组成部分,这种焊接机器人系统可以多达7-20个轴,或更多。***的机器人控制柜可以是两台机器人的组合作12个轴协调运动。其中一台是焊接机器人、另一台是搬运机器人作变位机用。对焊接机器人工作站进一步细分,可得以下四种:箱体焊接机器人工作站是专门针对箱柜行业中,生产量大,焊接质量及尺寸要求高的箱体焊接开发的机器人工作站**装备。箱体焊接机器人工作站由弧焊机器人、焊接电源、焊枪送丝机构、回转双工位变位机、工装夹具和控制系统组成。该工作站适用于各式箱体类工件的焊接,在同一工作站内通过使用不停的夹具可实现多品种的箱体自动焊接,焊接的相对位置高。由于采用双工位变位机,焊接的同时,其他工位可拆装工件,极大的提高了焊接效率。由于采用了MIG脉冲过渡或CMT冷金属过渡焊接工艺方式进行焊接,使焊接过程中热输入量**减少。山东非标伺服电动缸厂家供应恩畅伺服电动缸可以在恶劣环境下无故障,防护等级可以达到IP66。高速度,高精度定位,运动平稳,低噪音。
因此,只要白天装配好足够多的工件,并放到存放工位上,夜间就可以实现无人或少人生产了。工厂选用哪种自动化焊接生产形式,必须根据工厂的实际情况及素要而定。焊接专机适合批量大,改型慢的产品,而且工件的焊缝数量较少、较长,形状规矩(直线、圆形)的情况;焊接机器人系统一般适合中、小批量生产,被焊工件的焊缝可以短而多,形状较复杂。柔性焊接线特别适合产品品种多,每批数量又很少的情况,目前国外企业正在大力推广无(少)库存,按订单生产(JIT)的管理方式,在这种情况下采用柔性焊接线是比较合适的。焊接机器人在汽车生产中应用焊接机器人目前已广泛应用在汽车制造业,汽车底盘、座椅骨架、导轨、消声器以及液力变矩器等焊接,尤其在汽车底盘焊接生产中得到了***的应用。丰田公司已决定将点焊作为标准来装备其日本国内和海外的所有点焊机器人。用这种技术可以提高焊接质量,因而甚至试图用它来代替某些弧焊作业。在短距离内的运动时间也大为缩短。该公司**近推出一种高度低的点焊机器人,用它来焊接车体下部零件。这种矮小的点焊机器人还可以与较高的机器人组装在一起,共同对车体上部进行加工,从而缩短了整个焊接生产线长度。
气动焊钳两个电极之间的开口度一般只有两级冲程。而且电极压力一旦调定后是不能随意变化的。近年来出现一种新的电伺服点焊钳,如图4所示。焊钳的张开和闭合由伺服电机驱动,码盘反馈,使这种焊钳的张开度可以根据实际需要任意选定并预置。而且电极间的压紧力也可以无级调节。这种新的电伺服点焊钳具有如下优点:1)每个焊点的焊接周期可大幅度降低,因为焊钳的张开程度是由机器人精确控制的,机器人在点与点之间的移动过程、焊钳就可以开始闭合;而焊完一点后,焊钳一边张开,机器人就可以一边位移,不必等机器人到位后焊钳才闭合或焊钳完全张开后机器人再移动;2)焊钳张开度可以根据工件的情况任意调整,只要不发生碰撞或干涉尽可能减少张开度,以节省焊钳开度,以节省焊钳开合所占的时间。3)焊钳闭合加压时,不*压力大小可以调节,而且在闭合时两电极是轻轻闭合,减少撞击变形和噪声。点焊机器人FANUCR-2000iB焊接机器人焊接应用编辑焊接机器人工作站(单元)如果工件在整个焊接过程中无需变位,就可以用夹具把工件定位在工作台面上,这种系统既是**简单不过的了。但在实际生产中,更多的工件在焊接时需要变位,使焊缝处在较好的位置(姿态)下焊接。对于这种情况。80年代后期以来,各国先后改用交流伺服电机-苏州恩畅。

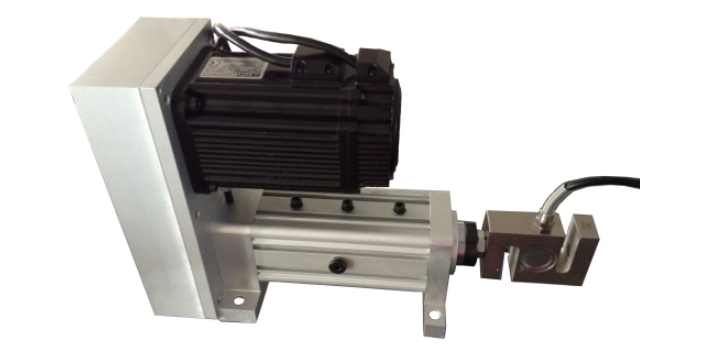
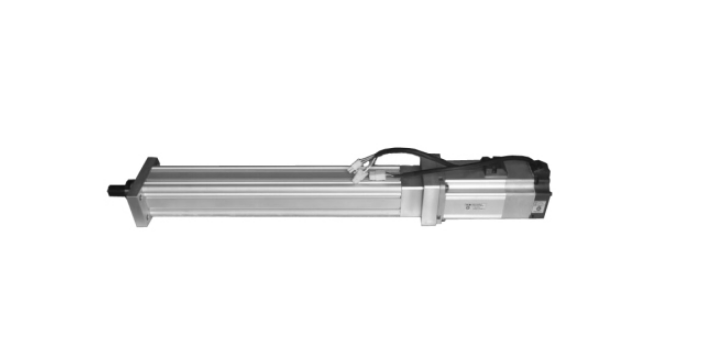
IMB伺服电动缸性能参数表:产品系列IMB10IMB20IMB30IMB40IMB50IMB60IMB80丝杠导程mm20162032比较大推力N比较大速度mm/s比较大推力丝杠输入扭矩Nm滚珠丝杠额定动载KN5305平行缸体旋转惯量kg㎡10-4直线缸体旋转惯量kg㎡10-4每100mm旋转惯量kg㎡10-4比较大行程mm2500比较大输入转速rpm5000rpm4200rpm2750rpm1700rpm1350rpm1050rpm850rpm比较大加速度m/s10缸体重量(无电机)kg29每100mm行程重量kg15内部机械结构IMB系列----滚珠丝杠伺服电动缸100%连续工作制,长寿命IMA系列----梯形丝杠伺服电动缸30%间歇工作制,一般寿命IMR系列----行星丝杠伺服电动缸100%连续工作制,超长寿命,比滚珠丝杠高15倍动力管比较大空旋转角度°±±±±±±±轴向间隙mm300mm导程误差mm重复精度mmCAD图纸下载mmCAD图纸下载CAD图纸下载CAD图纸下载.02CAD图纸下载CAD图纸下载CAD图纸下载CAD图纸下载伺服电动缸型号标注系列型号IMB系列DMB系列IMR系列IMA系列基座号506080导程行程特殊安装方式FF----前端法兰RF----尾部法兰RC----尾部铰接ST---侧面耳轴SH----侧面安装孔SF----侧面法兰GM----导向模块前端接头BA----内螺纹FM----外螺纹ROE---销孔端TS----球铰接FO----叉销端FL----法兰瑞TC---耳轴座FZ---。早期人类就设计出了如此多的电机品种和类别,各有各的特长和优点-苏州恩畅。苏州新品伺服电动缸非标定制
电机是蒸汽机、内燃机外产生运动必须的载体,所以根据各自各样的应用和工作要求-苏州恩畅。浙江伺服电动缸壳了
电动缸被***应用于汽车生产线、压装、钢铁连铸、特种材料试验机、模拟仿真、动感娱乐、和军方研究所等领域,得到了沃尔沃汽车、上海大众、通用、宝钢等客户的一致认可和好评,同时已为国内其他多家**企业和**单位进行了配套。另外我们还具备很强的客户化设计能力,可以根据您的不同工艺要求,进行合理设计,优化参数,并为您提供细致周到的解决方案和完善、快捷的售后服务。我们专注于WINHOO牌伺服电动缸、多自由度运动仿真模拟平台、飞鲸赛车等产品专业生产加工。我们的产品被***用于航空航天实验测试、医疗机械、石油化工、码垛机器人、工业自动化生产线、动感娱乐仿真等领域。此外对有特殊需求的客户,我们可以根据您的工艺及尺寸要求,进行针对性的设计定制,为您提供快捷周到的解决方案,产品配置和售后服务。我们公司拥有完整、科学的质量管理体系,有能力提供高质量产品,与国内航天、船舶等高级别的研究所存在长期***的合作,并多次被评为质量产品供应商。公司奉行“诚心、诚意、诚实、诚恳”的传统美德,倡导以【质优价廉、**制造】为宗旨,力争以更质量的产品,更好的服务回馈广大客户。我们热忱欢迎各界朋友莅临本单位参观、指导、洽谈。浙江伺服电动缸壳了

选择合适的传动部件,对新工厂的设备布局有着重要影响,伺服电动缸结构紧凑,不需要额外配置液压站、空压机等附属设备,可以节省工厂的空间占用,优化设备布局。苏州恩畅自动化科技有限公司在给客户提供伺服电动缸的时候,会结合客户的厂房布局和设备参数,给出合理的安装建议,保障产品能够适配客户的整体布局需求。很多传统传动部件需要搭配大量附属设备,不*占用空间,还增加了布线和维护的难度,伺服电动缸集成度高,安装简单,后期维护也更方便,可以降低工厂的管理成本。恩畅自动化的售前团队会上门沟通客户的实际需求,结合现场情况给出符合应用的解决方案,帮助客户完成设备安装调试,让客户可以快速投入使用。气动焊钳两个电极之间的开...
- 重庆恩畅伺服电动缸生产厂家 2026-05-25
- 重庆直流伺服电动缸 2026-05-16
- 北京伺服电动缸 2026-05-16
- 江苏防腐蚀伺服电动缸生产厂家 2026-05-16
- 山西防腐蚀伺服电动缸 2026-05-16
- 北京直线式伺服电动缸定制 2026-05-16
- 山西防腐蚀伺服电动缸厂家 2026-05-16
- 浙江直流伺服电动缸厂家 2026-05-16
- 重庆水下伺服电动缸 2026-05-16
- 河南智能港口伺服电动缸定制 2026-05-16


- 沈阳防水伺服电动缸定制厂家 2026-05-15
- 山西高精度伺服电动缸定制厂家 2026-05-15
- 重庆智能港口伺服电动缸厂家 2026-05-15
- 河南防水伺服电动缸定制 2026-05-15
- 重庆多级伺服电动缸 2026-05-15
- 西安直角式伺服电动缸价格 2026-05-15




- 安徽定制多自由度平台检修 05-23
- 山西比较好的多自由度平台按需定制 05-23
- 广西国产多自由度平台按需定制 05-23
- 陕西定制多自由度平台厂家供应 05-23
- 安徽维修多自由度平台报价 05-23
- 哈尔滨飞行多自由度平台定制 05-23
- 宁波国产多自由度平台按需定制 05-23
- 重庆直流伺服电动缸 05-16
- 北京伺服电动缸 05-16
- 江苏防腐蚀伺服电动缸生产厂家 05-16