- 品牌
- 420酱料包装机
- 型号
- 包装机
- 尺寸
- 齐全
- 重量
- 齐全
- 产地
- 南京
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 齐全
- 配送方式
- 齐全
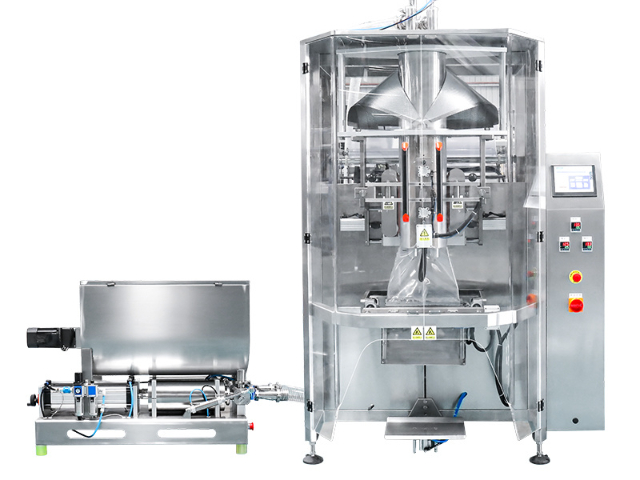
真空包装机保养:1、真空包装机应在温度-10℃-50℃,相对湿度不大于85%,周围空气中无腐蚀性气体,无粉尘,无炸掉性危险的环境中使用。2.为确保真空包装机真空泵正常工作,真空泵电机不允许反转。3应经堂检查油位,正常油位为油窗的1/2-3/4外(不能超过),当真空泵中有水分或油颜色变望时,比时应更换新油。一般连续工作-两个月更换一次,用1#真空汽油或30#汽油,机油也可以。4、杂质过滤器应该经常拆洗,一般1-2个月清洗一次,如包装碎片状物体应缩短清洗时间。包装机的包装尺寸可调整,适应不同规格的产品。扬州粉条包装机
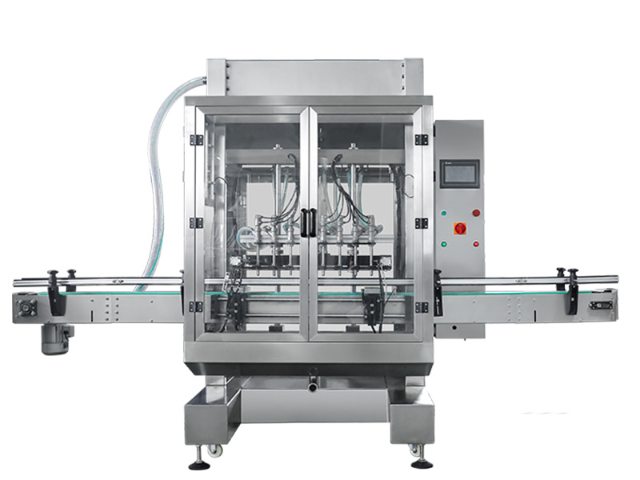
包装机是工业生产中非常重要的一种机械设备,在工业生产中,生产的任何产品都需要加上包装才能出售,而这就需要自动包装机来完成包装工作。但是包装机在使用的过程中有时会出现故障,当包装机出现故障时,我们要及时找到故障原因,再一一进行解决。包装机的热封器体故障不升温怎么办?热封器体故障原因:1、包装机线路出现故障;2、包装机加热管故障;3、包装机的保险管损坏。热封器体故障解决方法:1、检查包装机的线路,发现故障并进行线路维修。2、包装机加热管故障,较简单的办法就是直接更换加热管。3、当出现包装机保险管损坏时,及时更换保险管就好。淮安花生包装机价格包装机的操作简便性影响生产效率,易于操作可减少培训成本。

通常塑封膜的厚度越厚,益生菌包装机的加热的温度要相应增高,一般情况下,80mic~125mic需要90~100℃的温度;125mic~150mic需要110~130℃的温度;175mic~200mic需要130~150℃的温度这样的塑封效果才会粘合度高,平整性好,封边间隙小。塑封完毕后,塑封膜可能很烫很软,请小心对待,可用书本或其它平整重物压一下塑封物,有助保持表面平整。目前通用的塑封膜的厚度:80mic、100mic、125mic、150mic175mic,200mic。单位换算:80mic=塑封膜单面厚度0.08mm;100mic=塑封膜单面厚度0.10mm;125mic=塑封膜单面厚度0.125mm;150mic=塑封膜单面厚度0.15mm;175mic=塑封膜单面厚度0.175mm;200mic=塑封膜单面厚度0.20mm。
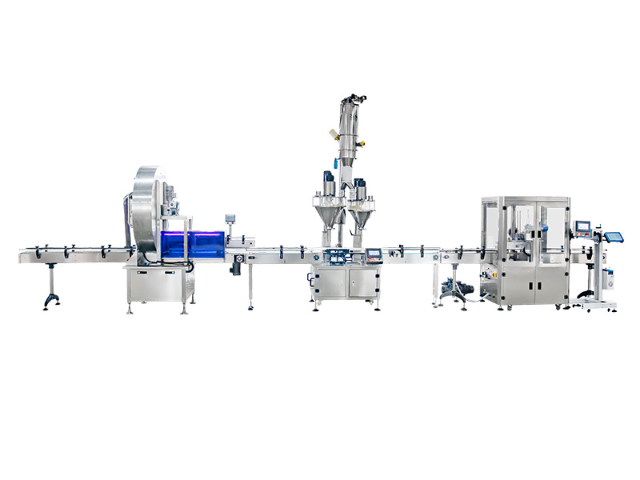
包装机的种类繁多,分类方法很多。从不同的观点出发可有多种,按产品状态分,有液体、块状、散粒体包装机;按包装作用分,有内包装、外包包装机;按包装行业分,有食品、日用化工、纺织品等包装机;按包装工位分,有单工位、多工位包装机;按自动化程度分,有半自动、全自动食品包装机等。充填机是将精确数量的包装品装入到各种容器内的包装机。其主要种类有:①容积式充填机。包括量杯式、插管式、柱塞式、料位式、螺杆式、定时式充填机。②称重式充填机。包括间歇称重式、连续称重式、称重—离心等分式等充填机。③计数式充填机。包括单件计数式、多件计数式充填机。包装机可提高生产效率,实现自动化包装,减少人工成本。
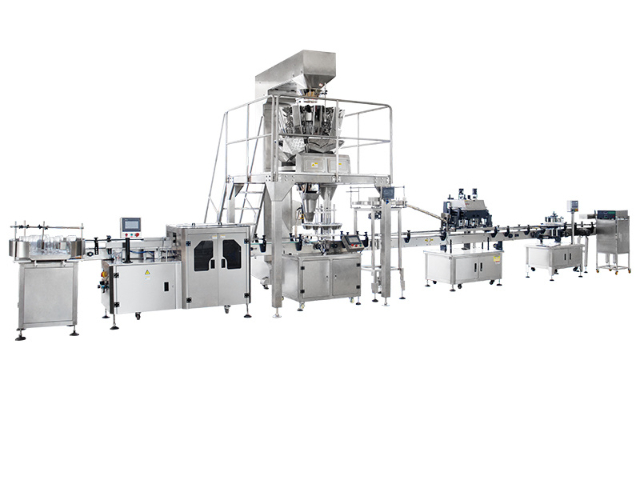
热收缩膜包装机又称热收缩塑封包装机,主要作用是将产品用热收缩薄膜裹包后再进行加热,使薄膜(塑料膜)收缩后将产品紧紧包事起来。经收缩包装的产品不仅美观大方,节约包装成本,还可进行促销组合包装等,同时具有密封、防尘、防潮和防盗性。热收缩膜塑封包装机是一种新型的任意组合自动营层套膜封口热收缩膜塑封包装机,属套膜封口热收缩塑封包装机械。有一台送料支架送料支架上端安装有下输送带和上输送带:送料机架的前端连接有善层送料支架,层送料支架前端为套膜封切机构;普屏送料支架靠近上,下输送带处设有升降工作台,升降工作台的上端二边设有翻转叶片,升降工作台的顶端设有翻转启动电机,叠层送料支架中间为要层工作台:要层送料支架的上端侧边安装有升入到上输送带的计数开关,要层送料支架上端靠近上下输送带外还设置有被包装物防弹装置。工作时,依据拟定输入的包装数量,可以从包装一件物品到一百件,甚至更多的物品的任意包装。包装机的包装外观应美观大方,提升产品形象。金华薄膜包装机
包装机的包装速度可通过优化设备结构提高。扬州粉条包装机
热收缩包装机安装使用注意:1、热收缩包装机和缠绕机相同因消耗功率很大,故输入电源的功率必须大干收缩机牌子上的标称功率,否则容易烧毁线路或电器元件。2、像打包机一样机器必须可靠接地,以保护人身安全。3、每台机器出厂时均附有一根连接电源的电缆线,其端头引线部分带有电源的识别符号,必须正确连接,违章操作可能导致触电。4、当机器规定电为三相380V电源时,必须同时输入零线,即标准的三相四线制其他包装设备也如此像真空包装机。否则机器不能正常工作,而且极易烧毁内部电器部件。扬州粉条包装机

塑封包装机封口不严密怎么办?封口不严密原因:1塑封包装机的封合温度比正常温度低;2塑封包装机的材料分布不匀、材料不规则;3、塑封包装机封合处的压力不均匀。封口不严密解决方法:1、当塑封包装机的封合温度比正常温度低时,需要调高包装机的封合温度。2、当塑封包装机的材料分布不匀、材料不规则时,需要修整不规则的包装材料。3、当塑封包装机封合处的卡力不均匀时,需要调整好包装机的封合卡力值。塑封包装机的封口处不正怎么办?封口不正原因:塑封包装机热封器体的位置设置不对。封口不正解决方法:当塑封包装机热封器体的位置设置不对时,需要调整好包装机的热封器体的位置。水平式包装机通过优化包装路径,减少能耗,提升整体经...
- 无锡肉类包装机多少钱一台 2024-11-03
- 无锡连续式包装机价格 2024-11-03
- 常州气调包装机多少钱一台 2024-11-03
- 苏州灌装包装机售价 2024-11-03
- 徐州食品包装机厂家 2024-11-03
- 扬州面膜包装机哪家好 2024-11-03
- 北京水平式包装机一台多少钱 2024-11-03
- 徐州全封包装机报价 2024-11-02
- 金华颗粒自动包装机厂家推荐 2024-11-02
- 扬州多列包装机厂家 2024-11-02


- 南京瓶式包装机价格 2024-11-02
- 淮安药品包装机多少钱一台 2024-11-01
- 淮安全自动热收缩包装机厂家推荐 2024-11-01
- 温州金属包装机推荐 2024-11-01
- 南通口红包装机厂家推荐 2024-11-01
- 连云港肉类包装机价格 2024-11-01


- 徐州食品包装机厂家 11-03
- 扬州面膜包装机哪家好 11-03
- 北京水平式包装机一台多少钱 11-03
- 徐州全封包装机报价 11-02
- 金华颗粒自动包装机厂家推荐 11-02
- 扬州多列包装机厂家 11-02
- 南通口红包装机哪家好 11-02
- 连云港瓶式包装机推荐 11-02
- 徐州肉类包装机报价 11-02
- 南通水果包装机一台多少钱 11-02