
- 品牌
- 隆康金属,隆康金属制品
- 型号
- 6063
- 类型
- 铝板材,铝带材,铝排材,铝管材
- 加工工艺
- 挤压锭,铸造锭
- 产地
- 江阴
在实际应用中,铝型材的折弯、拉弯和弯圆工艺应用于以下方面: 建筑结构: 铝型材的折弯和弯圆工艺常用于建筑中的曲线结构,如拱形窗框、曲线天花板等,为建筑赋予独特的艺术感和设计美感。 交通工具: 铝型材折弯工艺在汽车、飞机等交通工具的制造中得到广泛应用,例如汽车车身的曲线设计和飞机机身的结构弯曲。 电子设备: 铝型材拉弯工艺用于制造电子设备外壳、散热片等部件,确保其符合特定尺寸和形状要求。 家具制造: 折弯工艺使铝型材能够应用于家具的生产,制作出独特设计的家具框架、椅子等。 工业管道: 铝型材的弯曲工艺在工业管道中得到应用,满足特定工业流程中对管道曲线的需求。 铝型材折弯过程中,需要注意安全操作规程,避免发生意外事故。江苏汽车行李架铝型材折弯
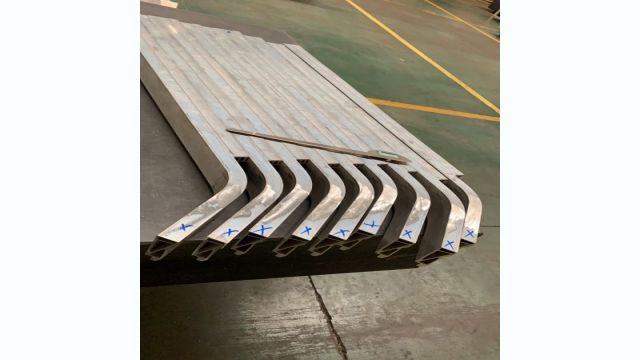
铝型材折弯
铝合金加工的步骤: 根据不同的弯曲设备,铝型材弯弧的弯曲方法分为手动弯曲和机器弯曲两种。弯曲机分为无芯弯头和带芯弯头;手动弯曲适合小批量生产,因为操作不需要专业设备,折弯装置相对简单,成本相对较低,但劳动生产率低,强度大。铝型材弯弧拉弯加工的常用五种方法: 1、冲压法:使用锥形芯将管端扩大到冲压机上所需的尺寸和形状。 2、弯曲成型法:常用的方法有三种,一种方法是拉伸方法,另一种方法是冲压方法,第三种滚轮法,有3-4个辊,两个固定辊,一个调节辊,调节用固定的辊距,完成的铝型材是弯曲的。 3、鼓胀法:一种是将橡胶放入管中,并在上方用冲头将其压缩以使管突出并成型。另一种方法是液压鼓胀成型,在铝型材的中间填充液体,然后液体压力使弯曲的管鼓胀成所需的形状。 4、锻造法:用型锻机将管子的一端或一部分冲压出来,以减小外径。 5、轧制法:通常不需要芯轴,适合于厚壁管的内侧圆边。江苏汽车行李架铝型材折弯厂家铝型材折弯是一种高效、高质量、低成本的加工方法。

铝型材各部分尺寸超过了型材断面图纸尺寸的公差要求称尺寸超差;通常的尺寸超差有:壁厚超差、圆棒、圆管的外径超差,扁方管的长(宽)边超差,不规格型材角度超差,开口尺寸超差等;多数的原因是模具设计时尺寸预留不合理,或模具挤压时产生变形,或模具使用时间太长,或拉伸矫直时拉伸率控制不当等因素造成的; 消除方法: 1)建立模具档案,对于模具变形、使用时间长、壁厚已超差的模具应及时报废;改进模具设计和模具制造工艺; 2)对于角度超差、开口尺寸超差的应修正模具工作带,确保铝型材流动均匀; 3)拉伸矫直时,适当控制拉伸量;对有开口的铝型材,夹头时在开口处放上适当的垫块,可以防止拉伸时收口; 4)严格控制挤压温度和挤压速度;
铝型材的生产通常包括挤压、拉伸、轧制等工艺。其中,挤压是常见的一种工艺,通过将铝合金加热至挤压温度,通过挤压机器成型。铝型材具有较好的可加工性,可通过切割、焊接、折弯等加工工艺进行定制,满足各种特定项目的需求。铝型材拉弯在工业生产中是一种重要的成形工艺,用于制造尺寸大、外形准确度要求较高、相对弯曲半径大的变曲率挤压和板弯型材弯曲件。加工工流程的介绍: ⑴来料检查。 ⑵铣切加工。 ⑶预拉弯。 ⑷修整。 ⑸预拉弯后的检验。 ⑹淬火后的运输保存。 ⑺补拉弯。 ⑻修整。 ⑼检验。 ⑽钳工。铝型材折弯是一种具有很高技术含量的加工工艺。
铝型材拉弯的特点: 1、一般的拉弯设备或者工艺只能弯曲小于或等于180的工件,无法像滚弯一样一次性加工360度或者更大的弯曲角度。之所以说是一般,是因为据小编所知还有一种回转型的拉弯设备,但是很少见。 2、拉弯时工件以内表面为中性层,其余位置全部受延展,也就是说理论上所有的拉弯件在弯曲后都会比原来的长一点。 3、拉弯加工时,不论是加工什么类型的工件,肯定是需要预留料头的(因为一般情况下材料两头都会因拉弯夹紧而损伤),这点跟滚弯或者弯管很不一样。 4、拉弯无法成型较小半径的工件,若成型半径较小,则工件往往会出现断裂等不良现象,至于为什么会这样,可以参考上述的第二点。在进行铝型材折弯前,需要对材料进行严格的检查和试验以确定其机械性能和加工性能。安徽流水线制造铝型材折弯工业化
折弯铝型材可以用于创建各种形状,包括角形、U形、和V形等,以满足不同项目的需求。江苏汽车行李架铝型材折弯
铝型材拉弯型材成型的解决措施 型材工艺长度的确定 拉弯型材的毛坯长度是由零件长度、模具曲率延伸部分(零件长度,延伸部分,模具端部圆角合称模具有效长度)、设备夹头夹持部分和设备夹头延模具回转间隙组成的。除了零件长度外,其统称工艺长度。大批量生产工艺长度直接决定了零件的成本。因此,建议在满足弯曲零件成型状态人,尽口能减少模具的有效长度,必要时,可以在模具两端后部开缺口,使工作中的机床夹头能够自由进入模具后方,从而减少毛料两端的工艺余量。 安全生产 安全是工业生产过程中首要关注的因素。因此,在生产过程中,要在型材操作台前增加防护装置,制订相应的规章制度,培训技术操作人员。另外,在型材拉伸过程中,严禁操作人员站在设备前端。 江苏汽车行李架铝型材折弯
- 浙江汽车行李架铝型材折弯原材料 2024-06-23
- 福建格栅铝型材折弯电话多少 2024-06-23
- 上海格栅铝型材折弯电话多少 2024-06-23
- 福建汽车行李架铝型材折弯生产商 2024-06-23
- 定制铝型材折弯销售价格 2024-06-23
- 安徽汽车保险杠铝型材折弯供应商 2024-06-22
- 铝型材折弯生产商 2024-06-22
- 福建汽车保险杠铝型材折弯单价 2024-06-22
- 上海格栅铝型材折弯厂家 2024-06-22
- 湖北铝型材折弯 2024-06-22
- 江西加工铝型材折弯生产商 2024-06-21
- 江西外墙装饰铝型材折弯工业化 2024-06-21

