- 品牌
- 隆康金属,隆康金属制品
- 型号
- 6063
- 类型
- 铝板材,铝带材,铝排材,铝管材
- 加工工艺
- 挤压锭,铸造锭
- 产地
- 江阴
铝型材的应用:1.工业用处,许多工业生产上都有铝型材的应用,就如设备机罩、设备机架围栏、非标铝型材框架、铝型材输送带、自动化机械设备、流水线工作台等。 2.建筑方面,这个方面比较常见的有门窗和幕墙,如内外装饰、施工模板、复合门窗、复合铝板等。 在这些地方使用铝型材,大多数是因为这种新材耐腐蚀、美观、防噪音好和光热的反射率好。 3.家庭和汽车设备,如桌椅、一些家庭挂饰、骑车的连接件和骑车的外部框架等。 4.散热器,铝型材散热器在很多方面有很多的优良性能,是散热器的一种非常好的材质。 5.一些饮料设备,如主体框架、医用器械、医用担架床体框架等。 6.太阳能边框、光伏支架、太阳能光伏扣件零部件等。 在铝型材折弯过程中,工程师需要考虑材料的应变率,以确保在弯曲过程中不会发生裂纹或形状变形。浙江流水线制造铝型材折弯推荐厂家
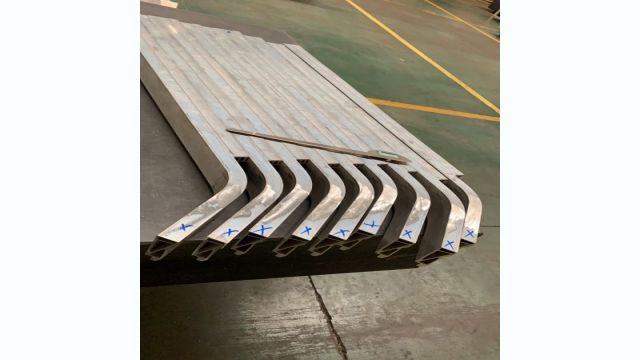
铝型材折弯
铝型材现在是市场上使用非常多的型材。它可以通过各种加工技术将天然铝型材加工成各种颜色,以满足使用需要。在铝型材的使用中,有些还会在末端变白。如果预处理过程中出现暗线,可以尝试将碱性蚀刻后的三次冲洗时间控制在3-5秒,并将水控制时间控制在空气中2-5秒;碱性蚀刻槽的温度控制在45-55摄氏度,除安装加热管外,应在蚀刻槽中安装冷水管;在保证导电良好的前提下,罐液应控制在50-80立方米;铝型材镍盐着色罐应配备再生精制装置,使用阳离子交换器降低离子质量浓度,当精制装置不工作时,应及时再生交换器树脂。此外,在导电梁和导电杆之间,导电杆和铝型材之间,应使用钢丝刷打磨,使其无碎屑,然后紧固好,铝型材的位置距离端部不应超过30mm。尝试使用低电流密度或低电压进行铝型材氧化。一般控制电流为100-120A/m2,电压为14-16V。上海格栅铝型材折弯多久铝型材折弯过程中,需要保持模具的清洁和完好以提高产品的精度和质量。

铝型材拉弯型材成型的解决措施 型材工艺长度的确定 拉弯型材的毛坯长度是由零件长度、模具曲率延伸部分(零件长度,延伸部分,模具端部圆角合称模具有效长度)、设备夹头夹持部分和设备夹头延模具回转间隙组成的。除了零件长度外,其统称工艺长度。大批量生产工艺长度直接决定了零件的成本。因此,建议在满足弯曲零件成型状态人,尽口能减少模具的有效长度,必要时,可以在模具两端后部开缺口,使工作中的机床夹头能够自由进入模具后方,从而减少毛料两端的工艺余量。 安全生产 安全是工业生产过程中首要关注的因素。因此,在生产过程中,要在型材操作台前增加防护装置,制订相应的规章制度,培训技术操作人员。另外,在型材拉伸过程中,严禁操作人员站在设备前端。
扭拧 铝型材在挤压过程中一部分与另一部分流出速度不同而产生沿纵轴扭转的现象称扭拧;一般断面为非轴对称铝型材容易产生,实心和空心型材都可能产生,有的开始时产生,有的在挤压快结束时产生;主要原因是铝型材通过模具时各部分的流动速度不同而引起的;当这种缺陷轻微时可以在随后的矫直工序中得到纠正,当扭拧严重时,即使进行矫直也无法消除; 消除方法: 1)修正模具定径带的长度,使铝型材流动均匀; 2)对空心模具合理设计分流孔和桥部结构; 3)铝型材出口处安置形状相似的导路,或用石墨板、石墨条压住铝型材使之平稳前进; 4)合理调整挤压温度和挤压速度,使变形均匀;铝型材折弯的工艺参数需要根据不同的材料和产品要求进行调整。

与铁和不锈钢等传统材料相比,使用工业铝型材具有以下优点: 1、工业铝型材只需设计、切割/钻孔和组装;而传统的机械制造材料通常会经历复杂的过程,如设计、切割/钻孔、焊接、喷砂/表面处理和喷漆。 2、使用工业铝型材的框架在整个生产过程中没有热焊接,因此每个部件都可以轻松拆卸,所有材料和配件都可以回收和重复使用;而传统的机械制造材料由于切削变形和高成本,拆卸成本和其他原因很少被重复使用。 3、由于工业铝型材生产工艺简单,可节省大量人工成本;特别是当由于生产错误导致返工时,它比使用传统的机械制造材料节省了几倍的工时。铝型材折弯时,需要选择合适的模具以适应不同的材料厚度和弯曲半径。安徽安全围栏铝型材折弯电话多少
在铝型材折弯中,采用模块化设计可以简化生产流程和提高生产效率。浙江流水线制造铝型材折弯推荐厂家
铝型材各部分尺寸超过了型材断面图纸尺寸的公差要求称尺寸超差;通常的尺寸超差有:壁厚超差、圆棒、圆管的外径超差,扁方管的长(宽)边超差,不规格型材角度超差,开口尺寸超差等;多数的原因是模具设计时尺寸预留不合理,或模具挤压时产生变形,或模具使用时间太长,或拉伸矫直时拉伸率控制不当等因素造成的; 消除方法: 1)建立模具档案,对于模具变形、使用时间长、壁厚已超差的模具应及时报废;改进模具设计和模具制造工艺; 2)对于角度超差、开口尺寸超差的应修正模具工作带,确保铝型材流动均匀; 3)拉伸矫直时,适当控制拉伸量;对有开口的铝型材,夹头时在开口处放上适当的垫块,可以防止拉伸时收口; 4)严格控制挤压温度和挤压速度; 浙江流水线制造铝型材折弯推荐厂家
- 浙江汽车行李架铝型材折弯原材料 2024-06-23
- 福建格栅铝型材折弯电话多少 2024-06-23
- 上海格栅铝型材折弯电话多少 2024-06-23
- 福建汽车行李架铝型材折弯生产商 2024-06-23
- 定制铝型材折弯销售价格 2024-06-23
- 安徽汽车保险杠铝型材折弯供应商 2024-06-22
- 铝型材折弯生产商 2024-06-22
- 福建汽车保险杠铝型材折弯单价 2024-06-22
- 上海格栅铝型材折弯厂家 2024-06-22
- 湖北铝型材折弯 2024-06-22
- 江西加工铝型材折弯生产商 2024-06-21
- 江西外墙装饰铝型材折弯工业化 2024-06-21