- 品牌
- 隆康金属,隆康金属制品
- 型号
- 6063
- 类型
- 铝板材,铝带材,铝排材,铝管材
- 加工工艺
- 挤压锭,铸造锭
- 产地
- 江阴
铝型材现在是市场上使用非常多的型材。它可以通过各种加工技术将天然铝型材加工成各种颜色,以满足使用需要。在铝型材的使用中,有些还会在末端变白。如果预处理过程中出现暗线,可以尝试将碱性蚀刻后的三次冲洗时间控制在3-5秒,并将水控制时间控制在空气中2-5秒;碱性蚀刻槽的温度控制在45-55摄氏度,除安装加热管外,应在蚀刻槽中安装冷水管;在保证导电良好的前提下,罐液应控制在50-80立方米;铝型材镍盐着色罐应配备再生精制装置,使用阳离子交换器降低离子质量浓度,当精制装置不工作时,应及时再生交换器树脂。此外,在导电梁和导电杆之间,导电杆和铝型材之间,应使用钢丝刷打磨,使其无碎屑,然后紧固好,铝型材的位置距离端部不应超过30mm。尝试使用低电流密度或低电压进行铝型材氧化。一般控制电流为100-120A/m2,电压为14-16V。这种加工过程通常需要专业的设备,如折弯机,以将铝型材沿特定轴线或角度弯曲。轨道制造铝型材折弯厂家供应
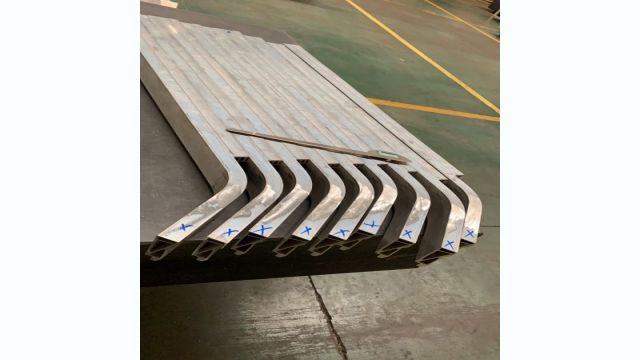
铝型材折弯
这些铝型材折弯、拉弯和弯圆的工艺,不仅确保了铝型材的形状符合设计需求,还在不破坏材料性能的前提下,提供了多的应用可能性。在铝型材折弯的过程中,操作人员需要准确控制折弯机的参数,包括弯曲力度、速度和角度,以确保每个型材的折弯都符合设计的要求。这需要丰富的经验和技术娴熟度,以便在不同形状和尺寸的铝型材上实现一致的折弯效果。 在拉弯过程中,铝型材经过拉伸后可能发生变形,因此需要谨慎控制拉力,以确保拉弯后的型材仍然保持所需的尺寸和形状。加工铝型材折弯多久通过使用CNC(计算机数控)技术,可以实现更加精确和复杂的铝型材折弯,提高生产效率和产品质量。

阳极氧化,金属或合金的电化学氧化。铝及其合金在相应的电解液和特定的工艺条件下,由于外加电流的作用下,在铝制品(阳极)上形成一层氧化膜的过程。 主要用途有: (1) 提高零件的耐磨、耐蚀性、耐气候腐蚀。 (2) 氧化生成的透明膜,可以着色制成各种彩色膜。 (3)作为电容器介质膜。 (4)提高与有机涂层的结合力,作涂装底层。 (5) 作电镀、搪瓷的底层。 (6) 正在开发的其它用途,太阳能吸收板、超高硬质膜、干润滑膜、触媒膜、纳米线、在多孔膜中沉积磁性合金作记忆元件。
铝型材加工工流程的介绍: 来料检查。按要求检查型材截面尺寸,型材平直度,毛坯长度,表面质量,特别注意是否有表面缺陷。 铣切加工。对于反T形框,型材截面在拉弯前需要铣切,为了确保拉弯后的尺寸符合要求,我们在龙门铣机床上进行铣切加工,加工尺寸到名义值+2mm。 预拉弯。在拉弯机上,利用拉弯模及拉弯夹头,通过控制拉弯参数(拉弯力、拉弯包角等)对毛坯进行预拉弯以达到预成形的要求。 修整。检查两个面的平面度、角度,确保这些值符合要求,对于R值,可以利用三辊滚弯机辅助修整,修整到我们预定的外形即可。 预拉弯后的检验。检验两个面的平面度、角度、截面的宽度等符合要求,对于R1000mm值达到我们预定的外形。在铝型材折弯的生产过程中,操作者的技能和经验对于产品质量非常重要。

方管铝型材 顾名思义,方管就是方管类型。 许多材料都可以形成方管体。 介质的用途是什么,用在什么地方? 大多数方管由钢管制成。 开箱后,压扁、压接、焊接成圆管,再卷成方管,切割成所需长度。 一般每包有50个方管。 现货方面,大号多为10*10*0.8-1.5~~500*500*10-25,机械方管等 方管铝型材性能介绍 冲击韧性:高速作用于机器上的载荷称为冲击载荷,金属在冲击载荷作用下抵抗破坏的能力称为冲击韧性。 塑性是指金属材料在载荷作用下产生塑性变形而不失效的能力。 硬度:硬度是衡量金属材料软硬程度的指标。 目前生产中常用的硬度测量方法是压痕硬度法,它是用具有一定几何形状的压头在一定载荷下压入被测金属材料表面,测定其硬度值 根据压痕的程度。在进行铝型材折弯前,需要对材料进行严格的检查,确保其表面质量、厚度和硬度等符合要求。江苏安全围栏铝型材折弯价格多少
折弯铝型材可以用于创建各种形状,包括角形、U形、和V形等,以满足不同项目的需求。轨道制造铝型材折弯厂家供应
铝型材拉弯型材成型的解决措施 拉弯后扭拧处理 拉弯后,产生扭拧的主要原因是截面积不对称,型材收边与放边应力不平衡。鉴于此,工业铝型材可以采取增加型材拉力的方式来改善这个问题,即在拉弯模具前增加垂直推顶气缸,同时,在拉弯后,保压一段时间会更好。另外,挤压型材不稳定造成的微量变形需要通过后期校正来完成。 垂直度超差处理 拉弯后,垂直度超差也是截面积不对称,型材收边与放边应力不平街造成的。针对这种情况,可以通过调整拉弯模具的曲率变化来改善。根据后期校正的需要,可以拉过一点,而挤压型材不稳定造成的微量变形需要通过后期校正来完成。轨道制造铝型材折弯厂家供应
- 浙江汽车行李架铝型材折弯原材料 2024-06-23
- 福建格栅铝型材折弯电话多少 2024-06-23
- 上海格栅铝型材折弯电话多少 2024-06-23
- 福建汽车行李架铝型材折弯生产商 2024-06-23
- 定制铝型材折弯销售价格 2024-06-23
- 安徽汽车保险杠铝型材折弯供应商 2024-06-22
- 铝型材折弯生产商 2024-06-22
- 福建汽车保险杠铝型材折弯单价 2024-06-22
- 上海格栅铝型材折弯厂家 2024-06-22
- 湖北铝型材折弯 2024-06-22
- 江西加工铝型材折弯生产商 2024-06-21
- 江西外墙装饰铝型材折弯工业化 2024-06-21