- 品牌
- 隆康金属,隆康金属制品
- 型号
- 6063
- 类型
- 铝板材,铝带材,铝排材,铝管材
- 加工工艺
- 挤压锭,铸造锭
- 产地
- 江阴
工业铝型材是这个时代的新产品,在行业中非常受欢迎。它有着广泛的应用,已广泛应用于我们生活的各个方面: 1.工业铝型材主要用于工业制造,如自动化机械设备、流水线输送带、起重机、涂胶机、测试设备、货架等,电子机械行业和洁净室等。 2.仓储。铝型材不仅可用于制作材料架、移动手推车,还可用于楼梯踏板。 3.汽车制造领域。使用工业铝型材的主要优点是铝型材重量轻,承载能力强,特殊的型材结构便于电气设备的安装和连接。用于汽车生产线大型输送设备的安全防护和主要生产区域之间的规划。可根据应用要求选择金属护栏和有机玻璃护栏; 4.医疗行业。担架车框架、医疗设备、医疗床等。由于铝型材的重量轻、耐腐蚀等优点,近年来,由铝型材制成的医疗器械越来越普遍。在进行铝型材折弯前,需要对材料进行严格的检查,确保其表面质量、厚度和硬度等符合要求。江苏加工铝型材折弯
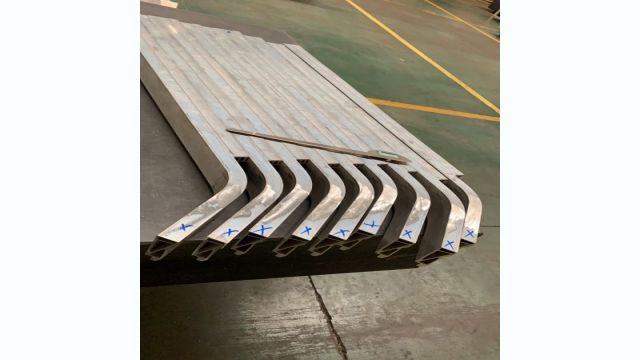
铝型材折弯
如何区别劣质铝型材: 1.氧化膜厚度薄。国家标准规定建筑铝型材氧化膜厚度应不小于10um(微米)。厚度不够,铝型材表面易锈蚀、腐蚀。抽验中一些无产名、厂址、生产许可证、合格证的铝型材,其氧化膜厚度2至4um,有的甚至没有氧化膜。据估算每减少lum 氧化膜厚度,每吨型材可减少电耗成本150多元。 2.化学成分不合格。掺入大量杂铝、废铝的铝型材能降低成本,但会导致建筑铝型材化学成分不合格,严重危及建筑工程安全。 3.降低型材壁厚。 4.劣质铝型材大量减少封闭时间,减少了化学试剂损耗,成本降了,但型材耐腐蚀性能也降低了。建材铝型材折弯厂家供应在铝型材折弯中,润滑剂的选择和使用对于提高生产效率和产品质量非常重要。

铝型材是通过铝材料经过一系列的工艺加工而成的具有特定形状和尺寸的产品。 铝合金材料: 铝型材通常采用铝合金作为原材料。铝合金具有轻质、耐腐蚀、导电性好等优点。 型材种类: 铝型材的种类多种多样,包括角铝、型材、槽铝、管材等,每种型材都具有特定的用途和特点。 生产工艺: 铝型材的生产通常包括挤压、拉伸、轧制等工艺。其中,挤压是常见的一种工艺,通过将铝合金加热至挤压温度,通过挤压机器成型。 表面处理: 为了提高铝型材的耐腐蚀性和美观性,通常需要进行表面处理,包括阳极氧化、喷涂、电泳涂装等。 标准规格: 铝型材的生产和应用通常需要符合一定的标准规格,这有助于确保产品的质量和可互换性。 应用领域: 铝型材在建筑、交通工具制造、电子设备、家具制造等多个领域都有广泛的应用。例如,铝合金型材常用于窗户、门框、汽车车身等。
工业铝型材是挤压型材。 当所用合金材料的比例不同时,生产出来的工业铝型材也不同。 不同的合金材料也指不同的材质,决定了不同的用途。 工业铝型材主要用于自动化设备、建筑等行业。 常用材料有6061和6063系列。6061系列要求工业结构具有一定的强度、可焊性和高耐腐蚀性,如制造卡车、塔式建筑、船舶、电车、家具、机械零件的管、棒、型材、板材等 、精密机械加工等。 6063系列工业型材、建筑型材、灌溉管道和挤压材料,用于车辆、长凳、家具、围栏等。铝型材折弯过程中,需要采取措施减少材料表面的氧化和腐蚀。

铝型材折弯是一项广泛应用于建筑、制造和工程行业的关键加工技术。通过折弯设备,铝型材可以精确弯曲成各种形状,如角形、U形和V形,以满足不同项目的需求。该过程通常涉及数控折弯机,可提供高度自动化和精确度。铝型材折弯的设计需要考虑材料的弹性、硬度,以及折弯后可能产生的内部应力。折弯后的铝型材可用于制造窗户框架、门框、幕墙、汽车部件等。成本效益和生产效率是该过程的重要因素,高度自动化的设备提高了生产速度。铝型材折弯为定制构件的制造提供了灵活性,设计师可以根据项目需求定制各种形状和尺寸的铝构件。环保方面,铝是可回收材料,符合可持续发展理念。然而,折弯后的铝型材需要经过质量控制,以确保其强度、稳定性和外观质量。行业标准和规范的遵循、设备的维护和保养是确保制程顺利运行的重要方面。技术创新如激光测量系统的应用提高了折弯过程的精确度。在未来,随着技术的不断发展,铝型材折弯将迎来更智能、高效的解决方案,满足不断变化的市场需求。在进行铝型材折弯前,需要对材料进行严格的检查和试验以确定其机械性能和加工性能。安徽安全围栏铝型材折弯生产商
折弯铝型材时,操作员通常需要调整折弯机的参数,以适应不同的铝型材规格和厚度。江苏加工铝型材折弯
扭拧 铝型材在挤压过程中一部分与另一部分流出速度不同而产生沿纵轴扭转的现象称扭拧;一般断面为非轴对称铝型材容易产生,实心和空心型材都可能产生,有的开始时产生,有的在挤压快结束时产生;主要原因是铝型材通过模具时各部分的流动速度不同而引起的;当这种缺陷轻微时可以在随后的矫直工序中得到纠正,当扭拧严重时,即使进行矫直也无法消除; 消除方法: 1)修正模具定径带的长度,使铝型材流动均匀; 2)对空心模具合理设计分流孔和桥部结构; 3)铝型材出口处安置形状相似的导路,或用石墨板、石墨条压住铝型材使之平稳前进; 4)合理调整挤压温度和挤压速度,使变形均匀;江苏加工铝型材折弯
- 浙江汽车行李架铝型材折弯原材料 2024-06-23
- 福建格栅铝型材折弯电话多少 2024-06-23
- 上海格栅铝型材折弯电话多少 2024-06-23
- 福建汽车行李架铝型材折弯生产商 2024-06-23
- 定制铝型材折弯销售价格 2024-06-23
- 安徽汽车保险杠铝型材折弯供应商 2024-06-22
- 铝型材折弯生产商 2024-06-22
- 福建汽车保险杠铝型材折弯单价 2024-06-22
- 上海格栅铝型材折弯厂家 2024-06-22
- 湖北铝型材折弯 2024-06-22
- 江西加工铝型材折弯生产商 2024-06-21
- 江西外墙装饰铝型材折弯工业化 2024-06-21