对焊法兰和平焊法兰各有其特点,选择哪种法兰主要取决于具体的使用场景和需求。对于中、高压管道的连接,以及对密封性和刚性要求较高的场合,对焊法兰可能是更好的选择。而对于中低压容器和管道,以及对成本有较高要求的场合,平焊法兰则可能更为合适。使用带颈对焊法兰需要注意以下几点。带颈对焊法兰管件以其出色的耐腐蚀性和抗氧化性,普遍应用于化肥、化工、石油和医疗机械制造等行业。然而,在焊接过程中,这种管件可能会因反复加热而析出碳化物,导致其机械性能下降,耐蚀性减弱。森正管件法兰具有良好的密封性能,能够有效防止泄漏和损坏。广东对焊法兰批发

使用带颈对焊法兰需要注意什么?带颈对焊法兰管件,在焊条、对焊法兰中具有良好的耐腐蚀性和抗氧化性,普遍应用于化肥、化工、石油和医疗机械制造。带颈对焊法兰管件焊接时,反复加热析出碳化物,导致机械性能下降,耐蚀性降低。带颈对焊法兰管件的可硬化美国标准法兰,焊接后较大,容易产生裂纹。如果采用同类型铬不锈钢焊条(G202、G207)焊接,必须进行300以上的预热和焊后700左右的缓冷处理。如果焊件在焊接后不能进行热处理,应选择带颈焊法兰管件的焊条(A107、A207)。产品的诞生给人类生活带来了许多便利,产品不是一成不变的,而是随着科技的发展不断创新的。因此,为了自己的利益,选择适合自己的产品非常重要。由于不锈钢具有良好的耐腐蚀性,可以使结构构件长久保持工程设计的完整性。含铬不锈钢冲压法兰还结合了机械强度和高延展性,易于制造,以满足建筑师和结构设计师的需求。长沙不锈钢法兰价位对焊式法兰的连接方式可根据管道系统的使用寿命选择合适的焊接保养措施。

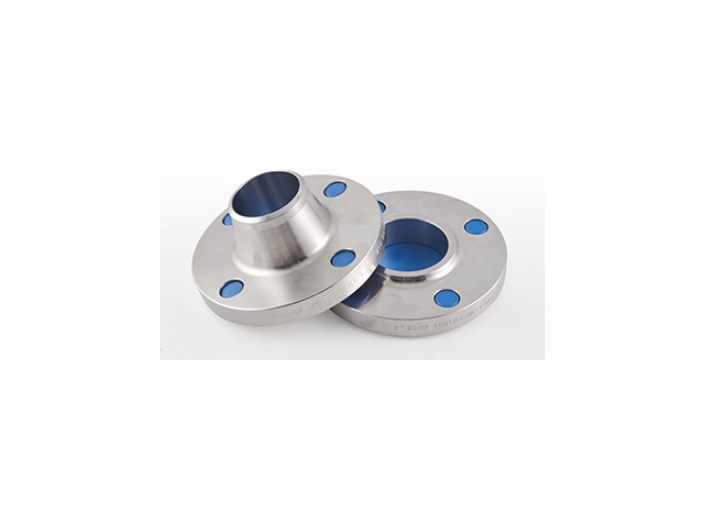
对焊和平焊法兰之间的主要区别在于,它们具有不同焊缝,不同材料,不同公称压力和不同连接方法。颈法兰和非颈法兰的焊接位置不同,焊缝的形状也不同。不同形式的焊接:平板焊缝不能进行X射线检查,而对接焊缝可以检查。管道的焊缝和带颈平焊法兰的法兰是角焊,而带颈对接焊缝和管道的焊缝是环缝。平面焊接是两个圆角环焊。对接焊是对接焊缝。带颈平焊法兰和不带颈的平焊法兰之间的区别在于,带颈的平焊法兰比不带颈的平焊法兰具有更多的管道焊接位置。不带颈的平焊方法法兰也为平法兰,不带凸台的凸台为平角焊。带颈对接法兰和连接管之间的焊缝属于B类接缝,带颈对接扁平管法兰和连接管之间的焊缝属于C类缝,焊接后的无损检查不同。
对焊法兰在制造过程中,对刚性与弹性的要求十分严格。通过合理的对焊减薄过渡设计,使得焊口距离接合面较大,从而避免了因焊接温度引起的变形问题。这种精密的设计使得接合面在承受高温、高压或大幅度温度波动时,仍能保持良好的稳定性。此外,对焊法兰还采用了复杂的嗽叭形体结构,使其更加适用于各种复杂的工况环境。无论是高压、高温还是低温的管道,对焊法兰都能提供可靠的性能表现。特别是在PN大于2.5MPa的管道及阀门连接中,对焊法兰更是展现出了其出色的性能。森正管件法兰经过精密设计和制造,确保了高度的安全性和可靠性。

对焊法兰专业有的螺栓的材质及级别全不一样的,有耐高温的,也有特殊的材质的。对焊法兰的外径大,用的地方比较重要,因此也更要加倍小心。机械性能式样应该在热处理后的毛坯上沿轧制方向窃取,这样切去的位置为:如果毛坯直径不大于40mm时,那么就要在中心处取样;如果毛坯直径大于40mm时,那么以直径的四分之一处为中心取样。等长双头螺柱和全螺纹螺柱应按批进行性能试验。螺母应按批进行硬度试验;专门紧固件用原材料应有生产厂的材料合格证书。专门紧固件应按批在热处理后取样检验,检验结果应符合有关规定,并应保证产品的机械性能不低于取样状态下的性能。公称压力PN不小于10.0MPa的管法兰用全螺柱应逐根据JB4730-1994《压力容器无损检验》进行磁粉探伤,做完探伤之后产品就没有问题了,并应该符合二级锻件对焊法兰要求。上海斌秋法兰生产厂家 ①厂家发货②规格齐全。四川对焊法兰制造厂
无论是小型工程还是大型项目,森正管件法兰都能满足各种需求。广东对焊法兰批发
对焊法兰是管件的一种,是指带颈的并有圆管过渡的并与管子对焊连接的法兰。目前被普遍应用,因为对焊法兰不易变形,密封好,用途普遍,有相应的刚性与弹性要求和合理的对焊减薄过渡。锻造的对焊法兰一般比铸造法兰含碳低不易生锈,锻件流线型好,组织比较致密,机械性能优于铸造法兰。自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。对焊法兰模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件使用寿命。广东对焊法兰批发
不锈钢平焊法兰的安装与防泄漏是确保其正常运行的关键环节。为了有效防止泄漏,我们需要采取一系列的安装步...
【详情】作为铁板焊接法兰来说,许多客户所疑问的地方就是铁板焊接法兰的质量是否胜过锻打焊接法兰。其实铁板焊接法...
【详情】