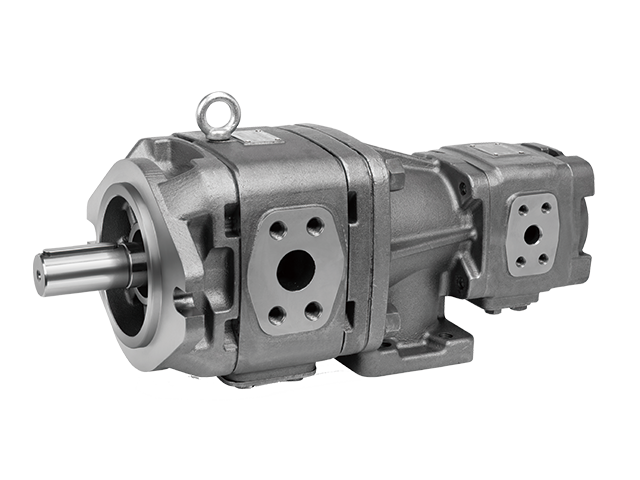
- 品牌
- 海特克
- 型号
- HG
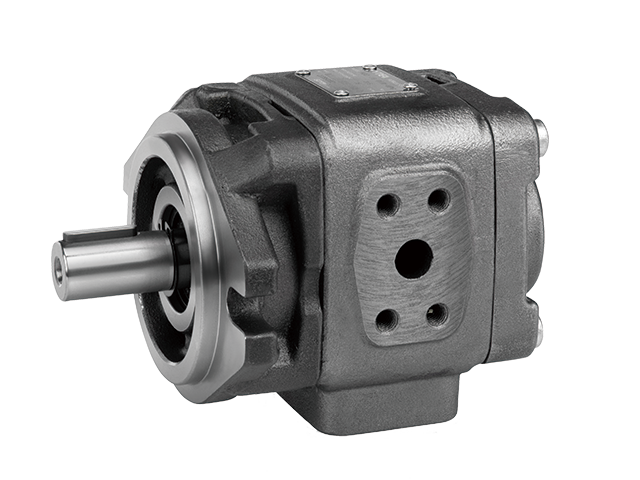
吸不上油或吸油不足(供油流量不足)此故障直接导致泵无法建立压力或执行元件动作缓慢。驱动失效:内转子未随原动机旋转。排除方法:检查驱动链(如键、紧固螺钉、定位销、蜗轮蜗杆或齿轮副)是否松动、脱落或损坏,修复后确保动力有效传递。旋转方向错误:电机转向与泵规定方向相反,导致吸排油口功能互换。排除方法:立即停机,确认原动机转向与泵体上指示箭头一致。出口管路堵塞:出油阻力异常升高,导致泵超载或无法排油。排除方法:检查从泵出口至系统的管路、阀门、过滤器是否堵塞、弯折或阀门未开启。进口过滤器堵塞:吸油阻力过大,导致泵进口真空度过高而产生气穴。排除方法:清洗或更换进油口滤网(过滤器),并检查油液清洁度。内外转子严重磨损:磨损导致齿顶间隙与端面间隙过大,无法形成有效的密封容积。排除方法:检查转子磨损状况,若间隙已远超允许值,需更换整套转子,必要时同步检查轴向补偿机构。 内啮合齿轮泵的低噪声:流量和压力脉动远小于外啮合齿轮泵,非常适合对噪音有要求的室内或精密设备。加工内啮合齿轮泵现货供应
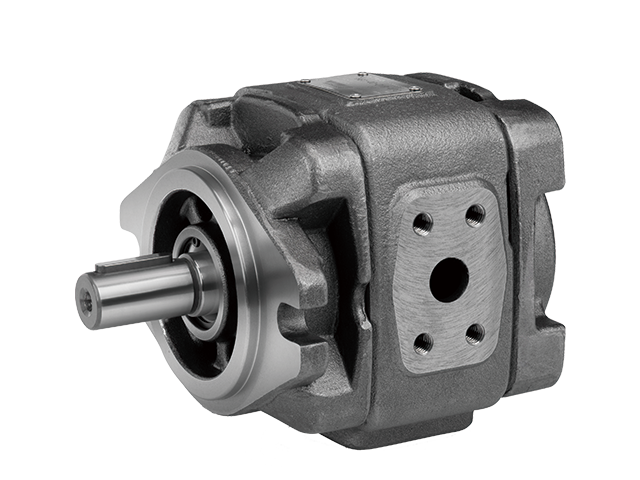
海特克动力股份有限公司的内啮合齿轮泵在矿山极端环境展现超凡耐久性。齿轮采用粉末冶金工艺制造的高钒合金钢,齿面经深冷处理形成纳米晶硬化层,耐磨寿命达普通材料倍数级。迷宫式回油通道设计使磨粒在离心力作用下自然沉降,避免二次进入啮合区。针对高粉尘工况,呼吸装置集成多级过滤模块,有效阻隔铁矿粉侵入油液。当冷却系统突遇堵塞时,压力监控模块自动触发安全卸荷,保护散热器管路免遭爆裂风险。这种设计保障矿卡在摄氏七十度高温环境连续稳定运行。加工内啮合齿轮泵现货供应HG内啮合齿轮泵压力。
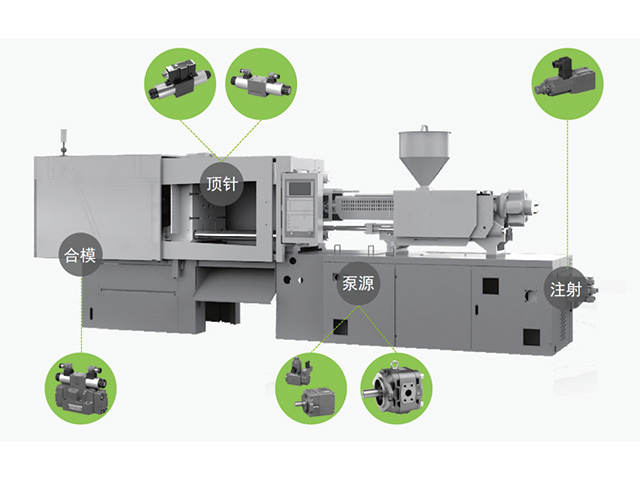
海特克PVL系列叶片泵已成为众多要求严苛的工业液压系统的推荐动力源,典型应用包括:塑料加工机械:注塑成型机、挤出机。金属加工设备:压力铸造机、金属切削机床(如 CNC 加工中心)。工程机械:各类要求低噪声的移动式液压设备。工业生产线:自动化设备、测试台架等各类固定式液压系统。总结总而言之,海特克PVL系列高压叶片泵通过创新的低应力设计、精密的流体控制、坚固的材料体系以及人性化的模块化结构,成功地将高压性能、静音运行与长效可靠融为一体。它不*满足了现代工业对液压系统环保(低噪声)与高效的普遍要求,更以其便捷的维护特性,为用户降低了全生命周期的运营成本,体现了海特克以深度技术解决客户实际问题的产品开发哲学。
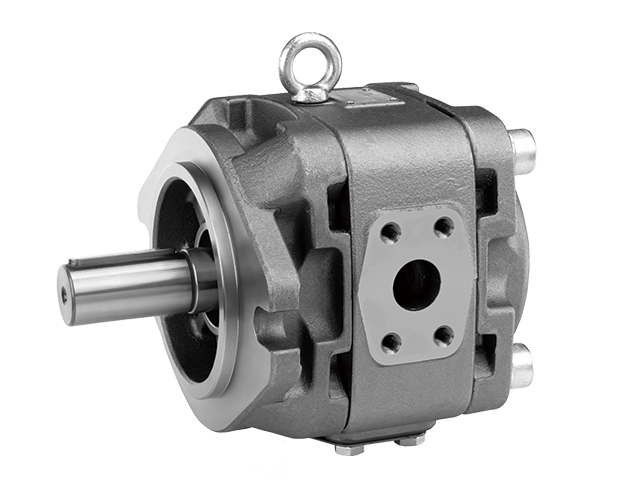
内啮合齿轮泵虽拥有结构紧凑、运行平稳等诸多优点,但在实际应用中,其固有缺点同样需要工程师在设计和选型时审慎权衡与应对。您提到的几点都非常关键,下面我将对这些缺点进行更深入的剖析和扩写,并补充其他重要限制。缺点深度剖析1.噪音与振动:源自流体与机械的固有机理尽管内啮合泵的噪音水平优于外啮合齿轮泵,但在追求超静音的现代设备中,它仍是一个挑战。其噪音主要源于:困油现象:这是齿轮泵的固有特性。在啮合过程中,两齿间会形成一个与吸、压油腔均不连通的封闭容积,此容积先减小后增大,导致内部油液压力急剧变化,产生气穴和强烈的流体噪声。尽管会通过设计“卸荷槽”来缓解,但无法根除。流量脉动:即使内啮合泵的流量脉动已很小,但其输出流量仍存在周期性波动,这会引发系统的压力脉动,从而激励泵体和管路产生振动和噪声。机械接触与加工误差:齿轮齿形的微小误差、轴承间隙以及高转速下的离心力,都会导致额外的机械摩擦与冲击噪声。 内啮合齿轮泵的维护周期与工作介质清洁度密切相关。
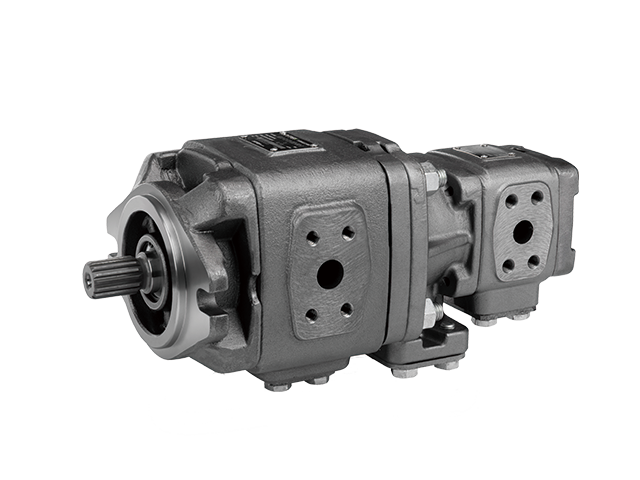
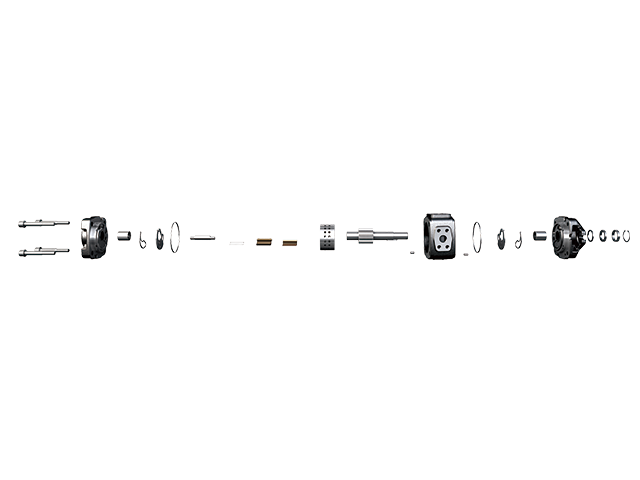
因此,海特克内啮合齿轮泵的选型,绝非简单的参数对照,而是一项涉及技术参数、应用场景与综合成本的精密权衡。技术参数方面,需精细匹配工作压力、额定转速、排量需求、介质粘度及耐受温度;应用场景则决定了泵的材质选择(如抗腐蚀性)、噪声限值、安装形式以及环境适应性(如耐污能力);而综合成本更需超越初始采购价,全盘考量其在整个生命周期内因高效率带来的能耗节约、因高可靠性降低的维护停机损失、以及因长寿命而摊薄的总体使用成本。它可以与伺服电机等高效驱动源完美结合,构建一体化的电动液压动力单元。江苏内啮合齿轮泵关键零部件
内啮合齿轮泵的高效区较宽,在多种工况下表现良好。加工内啮合齿轮泵现货供应
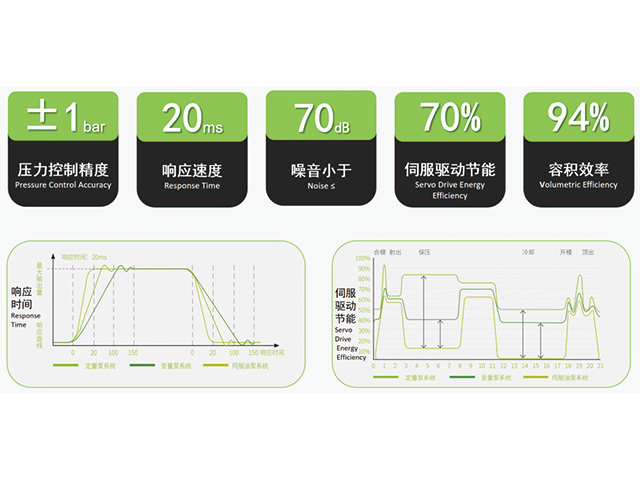
内啮合齿轮泵的容积效率受多种因素影响,主要包括内部泄漏、油液压缩性和充填损失。内部泄漏量随泵的排出压力升高而增大,随油液粘度增加而减小;间隙越大,泄漏越多。充填损失与转速和吸油条件相关:转速过高,油液来不及充满齿间,有效排量降低;转速过低,相对泄漏比例增大,容积效率也会下降。因此,内啮合齿轮泵通常存在一个转速范围,在此范围内容积效率较高。实际应用中,通过合理的间隙选择和浮动侧板补偿,可使泵在较宽压力范围内保持相对较高的容积效率。温度升高使油液粘度降低,泄漏增加,容积效率会有所下降。在选型时,考虑泵的容积效率随工况的变化趋势,有助于确保系统在工作点获得所需流量。加工内啮合齿轮泵现货供应
- 西藏内啮合齿轮泵的特点有 2026-07-13
- 海特克内啮合齿轮泵工程师 2026-07-06
- 浙江多功能内啮合齿轮泵 2026-07-03
- 闭式内啮合齿轮泵企业 2026-07-01
- 开式内啮合齿轮泵机械结构 2026-06-25
- 江苏节能内啮合齿轮泵 2026-06-24
- 海南内啮合齿轮泵动画 2026-06-23
- 高速内啮合齿轮泵检修 2026-06-19