- 品牌
- 海特克
- 型号
- HG
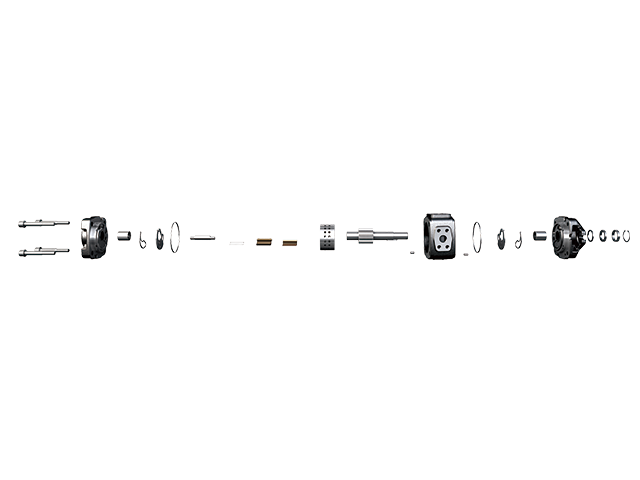
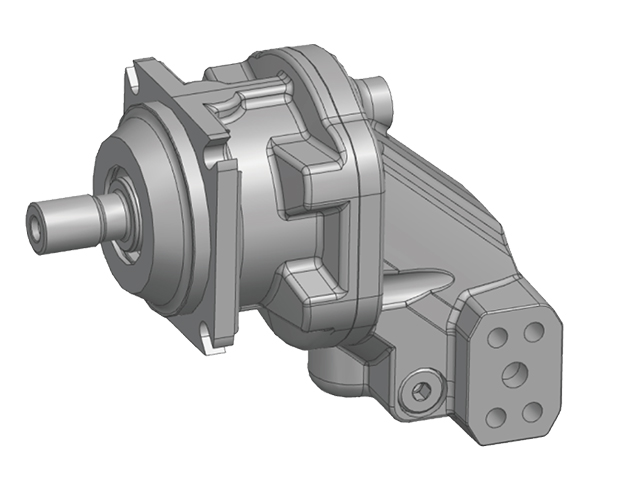
相比于外齿轮泵,HG内齿轮泵提供有利的流动条件,流体的流向在泵内只有轻微的变动,此外HG泵具有***的自吸能力,泵体稳固,设计简洁,只有两个转动部件及一个轴,模块化设计,易维护和检修,真正的背拉式设计。磁力驱动泵的结构特点自从上世纪90年代问世以来,HG磁力驱动内齿轮泵便受到业界的认可,并得到***应用,其主要应用领域包括化工原料、油漆涂料、煤焦油、煤沥青的输送等,对于**或对环境有害的介质的输送,磁力驱动泵的优势愈加明显。代斯米公司是一家充满活力,不断创新的百年老店,其丰富的应用经验和完美的产品系列为全球客户所***认可.代斯米在全球多个**和地区设有分公司,并拥有遍布全球的分销网络。代斯米公司自行研发、生产和销售一系列的产品,包括心泵、内啮合齿轮泵,以及采集海上泄漏原油的**设备。内啮合齿轮泵的工作原理由于只需要很少的维护,磁力驱动泵与传统的密封泵相比是一个相当经济的解决方案。尤其是在需要采用双机械密封的应用场合,这些密封需要经常维护更换,并需要配套辅助系统。因此,磁力驱动泵的全寿命使用成本远低于采用双端面密封的泵。HG磁力驱动泵是怎样来实现***输送性能的呢?**重要的独特设计有两点。内啮合齿轮泵自吸好。工业内啮合齿轮泵技术指导
内啮合齿轮泵使用注意事项:。1. 工作介质可以是粘度为10-300mm/s的石油基矿物油,推荐使用ISO VG46抗磨液压油。2. 工作温度的工作温度范围为—10℃-100℃。为了保证长时间可靠的使用寿命,工作温度范围为20—80。3. 清洁度控制要求控制系统中油的清洁度等级应得到控制,不得超过9级(NA S1638)或17/14级(ISO 4066)。4. 泵安装轴与电动机的连接应尽量采用弹性联轴器,以避免弯矩或轴向推力,轴与电动机轴的最大允许同心度误差应小于0.15。5. 吸入口和管道的压力允许吸入口的***压力为0.2-2 bar。合理管径不应小于泵的吸油口,以保证比较好吸油速度平均0.6-1.2m/s。6. 进、出口连接应尽量避免进、出口管与钢管硬连接。建议使用橡胶软管,以避免额外的负载引起额外的噪音。7. 在***排气操作后,应向泵内注入油或增加排气阀,以排除泵和系统管路之中的空气。如果泵或管路之中有空气残留,会引起泵的振动和噪声,间接影响泵的使用寿命。8. 保持为延长泵的使用寿命,应定期检查系统的异常振动、噪声、油温,油箱之内是否有气泡和泄漏,并及时进行检修。工业内啮合齿轮泵技术指导内啮合齿轮泵以其简单、可靠和低成本,成为低压润滑和燃油输送领域的理想选择。
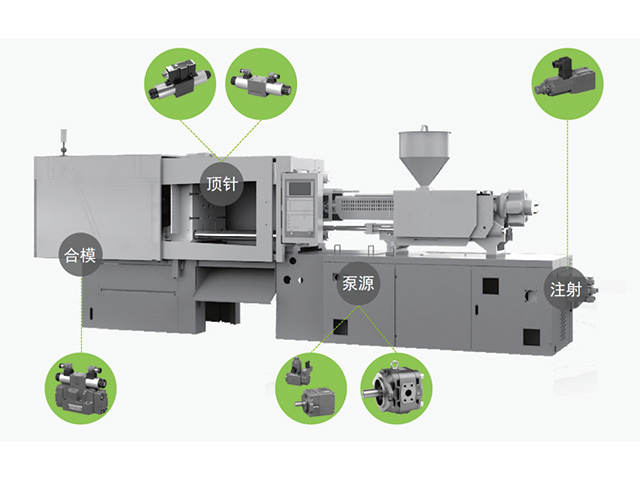
立式注塑机1、注射装置和锁模装置処于同一垂直中心线上,且模具是沿上下方向开闭。其占地面积只有卧式机的约一半,因此,换算成占地面积生产性约有二倍左右。2、容易实现嵌件成型。因为模具表面朝上,嵌件放入定位容易。采用下模板固定、上模板可动的机种,拉带输送装置与机械手相组合的话,可容易地实现全自动嵌件成型。3、模具的重量由水平模板支承作上下开闭动作,不会发生类似卧式机的由于模具重力引起的前倒,使得模板无法开闭的现象。有利于持久性保持机械和模具的精度。4、通过简单的机械手可取出各个塑件型腔,有利于精密成型。5、一般锁模装置周围为开放式,容易配置各类自动化装置,适应于复杂、精巧产品的自动成型。6、拉带输送装置容易实现串过模具中间安装,便于实现成型自动生产。7、容易保证模具内树脂流动性及模具温度分布的一致性。8、配备有旋转台面、移动台面及倾斜台面等形式,容易实现嵌件成型、模内组合成型。9、小批量试生产时,模具构造简单成本低,且便于卸装。10、经受了多次地震的考验,立式机由于重心低,相对卧式机抗震性更好。
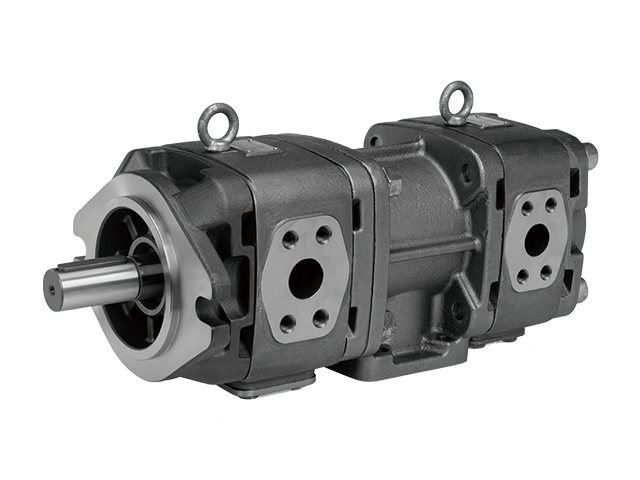
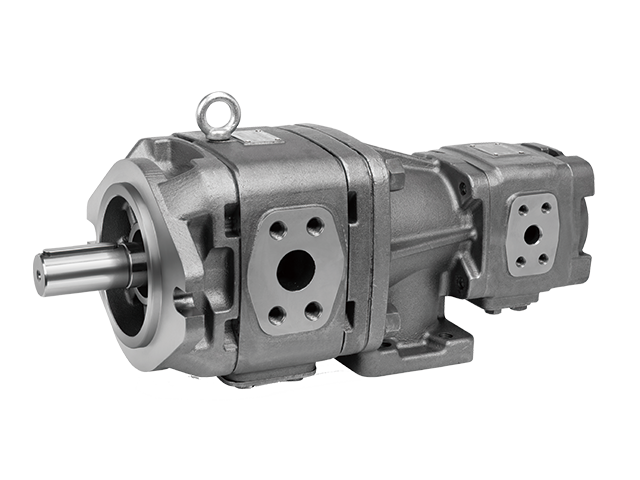
海特克动力股份有限公司的内啮合齿轮泵解决钻探泥浆输送难题。大排腔设计配合宽齿槽结构,可顺畅输送含砾石百分之三十的高浓度泥浆。耐磨技术集大成:齿轮表面超音速火焰喷涂碳化钨涂层,泵壳衬套采用氧化锆陶瓷镶嵌。自清洁流道设计通过流体动力学优化,安全模块在检测到异常负载时自动泄压,所有运动副镶嵌含油青铜衬套,实现终身免维护润滑。,在低流速区形成涡流防止沉积。当遭遇特大石块时,过载保护机构瞬间开启旁通,避免传动系统损坏。这种设计大幅提升复杂地层的钻进效率。HG内啮合齿轮泵在低速状况仍可保持稳定的流量和压力输出。
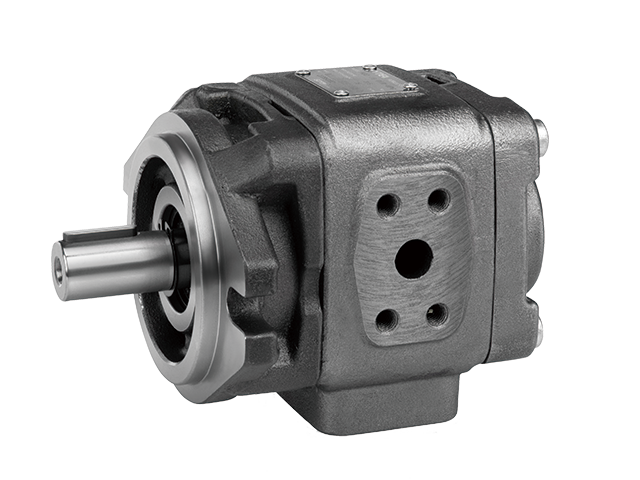
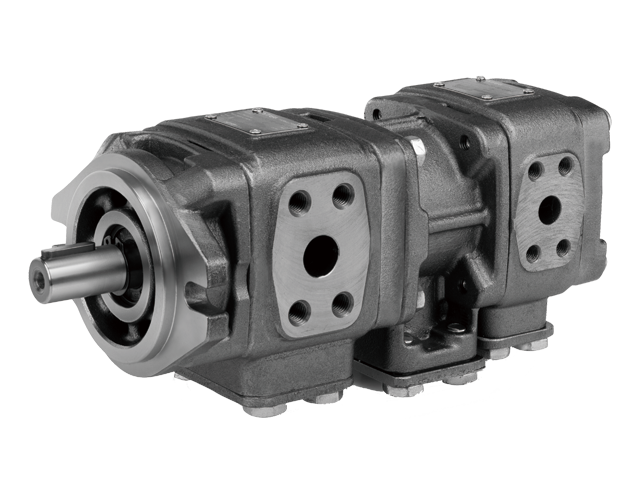
内你结婚齿轮泵主要分为外啮合型和内啮合型两种类型。外啮合型内啮合齿轮泵结构简单,由外部啮合完成液体的吸入和排出,具有结构紧凑、性能可靠的优点,但轴向负荷较大,容易导致轴承磨损和泄漏。内啮合型内啮合齿轮泵则更为复杂,齿轮由内部啮合完成液体吸入和排出,具有较小的轴向负荷和优越的密封性能,适用于高压、高粘度流体的输送,但制造成本较高且维护难度较大。12此外,内啮合齿轮泵采用齿轮内啮合原理,内外齿轮节圆紧靠一边,另一边被泵盖上“月牙板”隔开。主轴上的主动内齿轮带动其中外齿轮同向转动,在进口处齿轮相互分离形成负压吸入液体,在出口处不断嵌入啮合而将液体挤压输出。这种设计特别适用于输送粘度大的介质。为伺服变频驱动系统彰显高效节能本色。工业内啮合齿轮泵技术指导
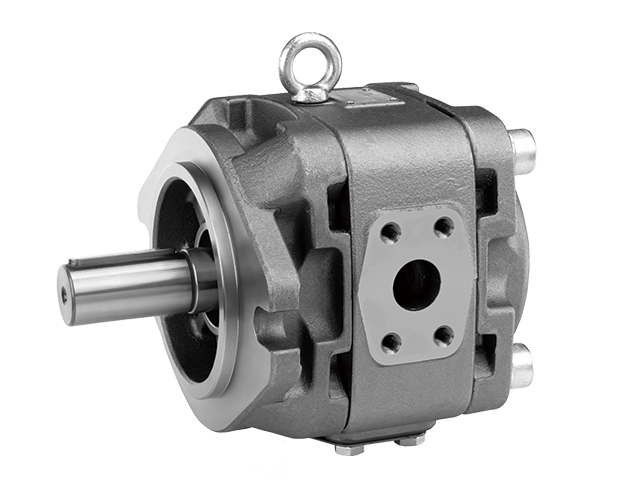
HG更低噪音内啮合齿轮泵。工业内啮合齿轮泵技术指导
2.内啮合齿轮泵的故障及排除(1)压力波动大①泵体与前后盖因加工不好,偏心距误差大,或者外转子与泵体配合间隙太大。此时应检查偏心距,并保证偏心距误差在±。外转子与泵体配合间隙应在~。②内外转子(摆线齿轮)的齿形精度差。内外摆线齿轮大多采用粉末冶金用模具压制而成,模具及其他方面的原因会影响到摆线齿轮轮的齿形精度等。用户可对其对研修正。损坏严重的必须更换。③内外转子的径向及端面跳动大。修正内外转子,使各项精度达到技术要求。④内外转子的齿侧隙偏大。更换内外转子,保证侧隙在。⑤泵内混入空气。排除系统的空气,采取防止空气从泵吸油管路进入泵内的措施。(2)吸不上油或吸油不足①内转子不转动。检查油泵驱动系统蜗杆、蜗轮或齿轮、内转子紧固螺钉或定位销是否松动,以及蜗轮与主轴蜗杆啮合是否正常。②内转子的旋转方向与原动机不符导致进、出油口对调。确认机器是否按工作方向旋转。③出油口管路堵塞。检查出油口油管是否有弯折或破损等堵塞。④进油口滤网堵塞。清洗滤网,除去堵塞物。⑤内、外转子磨损严重导致封闭腔无法形成。更换内、外转子。⑥进油管端面与油槽底面接触导致进油不畅。保证进油管端面与油槽底面有一定的距离,使进油顺畅。工业内啮合齿轮泵技术指导
- 闭式内啮合齿轮泵企业 2026-07-01
- 开式内啮合齿轮泵机械结构 2026-06-25
- 江苏节能内啮合齿轮泵 2026-06-24
- 海南内啮合齿轮泵动画 2026-06-23
- 高速内啮合齿轮泵检修 2026-06-19
- 液压内啮合齿轮泵供应商家 2026-06-19
- 闭式内啮合齿轮泵润滑 2026-06-18
- 低噪音内啮合齿轮泵执行标准 2026-06-18