- 品牌
- 海特克
- 型号
- 4WE
- 功能类型
- 流量控制阀,压力控制阀,方向控制阀
- 操作方法
- 机械操作,电动操作
- 连接方式
- 板式连接,双层连接板式,插装式连接,多路式连接
- 结构类型
- 滑阀,锥阀
- 控制方式
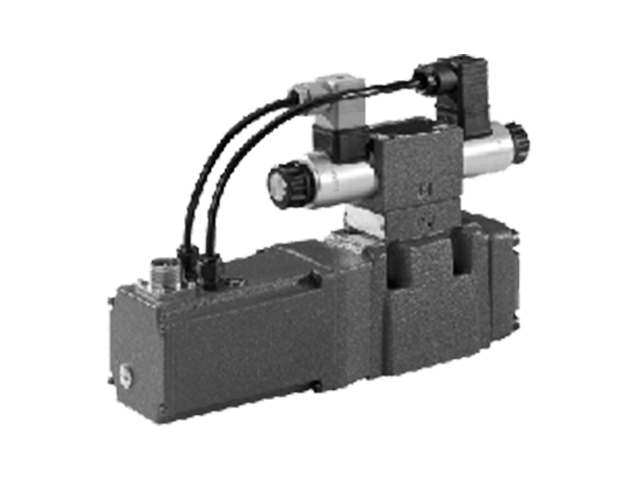
- 电液比例阀,数字控制阀,伺服阀
液压阀液压系统中执行元件的运动速度不符合设计要求,要么过快,要么过慢。比如液压马达的转速不稳定,或者液压缸的伸缩速度异常,影响了设备的正常工作效率和精度。可能是因为节流口堵塞或磨损、阀芯位移不准确、液压油温度变化等原因。将流量控制阀拆卸下来,清理节流口处的杂质,可以使用专门的的清洗剂和软毛刷进行清洗;对于磨损的节流口,根据磨损程度,轻微磨损可通过研磨等方法修复,严重磨损则需要更换新的节流元件,保证节流口的通流面积符合设计要求。在液压系统中安装油温控制装置,如冷却器、加热器等,使液压油的温度保持在合适的范围内,一般液压油的工作温度在30℃-60℃为宜,这样可以减少因温度变化对流量产生的影响。对于电磁驱动的阀芯,检查电磁铁的吸力是否正常,线路是否有故障,如有问题及时修复或更换电磁铁;若是机械卡滞导致阀芯位移不准确,按照阀芯卡滞故障的解决方法进行处理,确保阀芯能灵活准确地移动到规定位置。 在矿业领域,液压阀需要承受较大的压力和冲击。智能液压阀对比
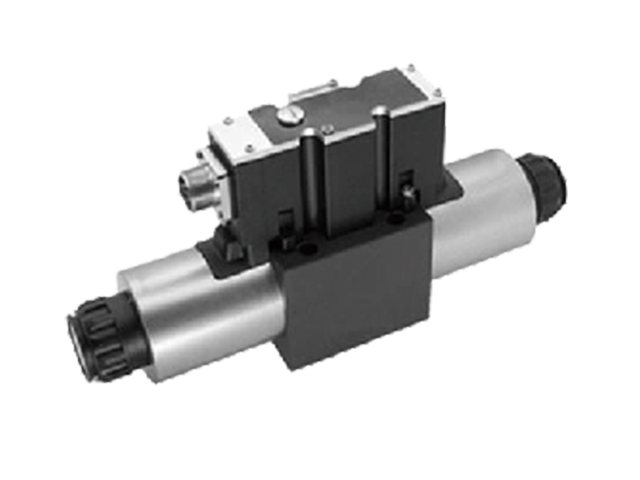
在液压阀检测环节,功能性检测占据重要地位。把液压阀安装到专门搭建的测试平台上,通过改变液压油的流向、压力等参数,测试其方向控制功能是否精细可靠,比如对于换向阀,要验证其能否快速且准确地切换油液流动方向。压力控制能力检测也很关键,观察液压阀在不同压力设定下能否稳定维持相应的压力值,避免出现压力波动过大影响整个液压系统。此外,还会对液压阀进行耐久性测试,让其在模拟的长时间、高的度工作状态下运行,检验各部件的磨损情况以及整体性能的稳定性,保障投入使用后能可靠工作。 浙江工业液压阀液压阀中的电液换向阀同时切换时间可通过安装单向节流阀来进行调节。

液压阀还可能配备一些其他的附件,如调节手柄、先导控制机构等。调节手柄方便操作人员直观地对液压阀的工作参数进行调节,如流量大小、压力设定值等;先导控制机构则常用于一些大流量、高压力的液压阀中,通过一个较小的先导压力来控制主阀芯的动作,这种方式可以使操作更加轻便、灵活,并且能够实现更为复杂的控制功能。总之,液压阀的机械结构是一个由多个部件相互配合、协同工作的有机整体。阀体为液压油提供了流动通道和结构支撑,阀芯通过精细的运动实现控制功能,弹簧及其他附件则保障了液压阀的稳定工作状态、良好的密封性以及操作的便利性。了解液压阀的机械结构,对于深入理解其工作原理、进行故障诊断维修以及研发创新都有着重要的意义,同时也有助于更好地运用液压阀来优化液压系统的性能,满足不同行业、不同工况下对液压控制的多样化需求。
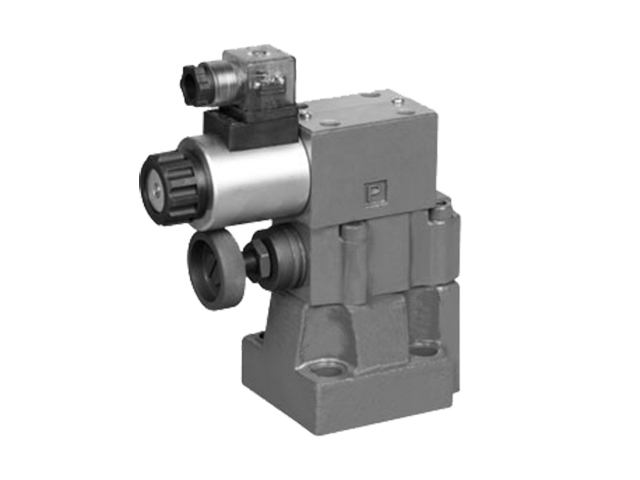
液压阀质量检测是贯穿整个液压阀生产过程的重要环节。从原材料入厂时的成分检测、硬度测试,到零部件加工过程中的尺寸精度抽检,再到装配完成后的整体性能测试,每一个环节都不容有丝毫马虎。性能测试时,会模拟实际液压系统中的各种工况,检测液压阀的流量特性、压力控制能力、密封性等关键指标是否达标。只有通过了层层严格检测的液压阀,才能被贴上合格的标签,进入包装环节,更好终流向市场,为众多液压设备提供可靠的控制保障。 液压阀中的压力控制阀肩负着调节和稳定液压系统压力的重任。

液压阀种类丰富多样,按功能可分为方向控制阀、压力控制阀和流量控制阀这三大类。方向控制阀如前面所述,能掌控液压油的流向,决定执行元件的运动方向,是实现液压系统动作变换的关键。压力控制阀则对液压系统的压力进行调控,像溢流阀可限制系统比较高压力,防止过载;顺序阀能依据压力大小来控制多个执行元件的先后动作顺序,保障系统有条不紊地运行。流量控制阀通过调节通流面积改变流量大小,比如节流阀结构简单,靠改变节流口大小来控制流量,而调速阀则能在负载变化时维持流量稳定,确保执行元件按设定速度运动,这三类液压阀相互配合,构建起完整的液压控制体系。 液压阀主要围绕着实现某一种特定的控制功能。常规液压阀代加工
起重机的起升、变幅、回转等动作都需要液压阀的精细调控。智能液压阀对比
液压阀零部件的加工制造环节高度依赖高精度的数控机床、磨床等先进设备。以阀体加工为例,需要通过镗削、铣削等多道工序,将内部复杂的油道、腔室以及外部的安装面等加工至精确的尺寸和形状,其尺寸公差往往控制在极小的范围内,通常以毫米甚至微米为单位来衡量,任何细微的偏差都可能影响液压阀后续的装配和性能表现。阀芯的加工更是精细活,要经过磨削、研磨等工艺,使其表面粗糙度达到极低水平,确保与阀体配合时既能顺畅滑动,又能实现理想的密封效果。 智能液压阀对比


- MBRV叠加式减压液压阀计算 2026-05-17
- MTV叠加式节流液压阀批发价格 2026-05-17