- 品牌
- 海特克
- 型号
- 4WE
- 功能类型
- 流量控制阀,压力控制阀,方向控制阀
- 操作方法
- 机械操作,电动操作
- 连接方式
- 板式连接,双层连接板式,插装式连接,多路式连接
- 结构类型
- 滑阀,锥阀
- 控制方式
- 电液比例阀,数字控制阀,伺服阀
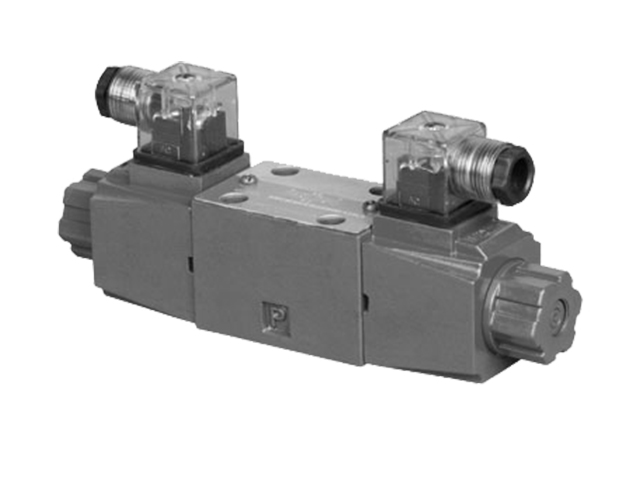
装载机离不开液压阀的精确控制。其工作装置中的液压阀负责控制铲斗的举升、翻转以及卸料动作。当装载机需要装载物料时,液压阀控制铲斗快速下降切入物料堆,随后精确地控制举升速度和角度,使物料能够稳定地被提升至合适高度,并通过液压阀再次精细操作铲斗翻转,将物料准确地卸入运输车辆或指定堆放地点。同时,在装载机行驶过程中,转向系统中的液压阀还能根据驾驶员的操作,灵活调节液压油流向,实现装载机的平稳转向,保障其在狭窄场地或复杂路况下的机动性和操控性。 液压阀中的电磁铁带有手动应急装置,应急装置可在电磁铁失灵的情况下控制阀阀芯运动。大型液压阀生产过程

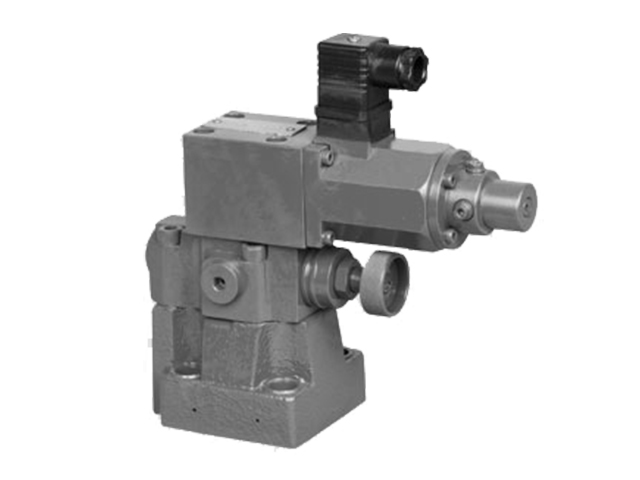
在液压阀检测环节,功能性检测占据重要地位。把液压阀安装到专门搭建的测试平台上,通过改变液压油的流向、压力等参数,测试其方向控制功能是否精细可靠,比如对于换向阀,要验证其能否快速且准确地切换油液流动方向。压力控制能力检测也很关键,观察液压阀在不同压力设定下能否稳定维持相应的压力值,避免出现压力波动过大影响整个液压系统。此外,还会对液压阀进行耐久性测试,让其在模拟的长时间、高的度工作状态下运行,检验各部件的磨损情况以及整体性能的稳定性,保障投入使用后能可靠工作。 大型液压阀生产过程液压阀主要围绕着实现某一种特定的控制功能。

衡量液压阀质量的关键指标众多,其中密封性是重要一项。高质量的液压阀在密封设计与制造上颇下功夫,无论是阀体与阀芯之间,还是各油口连接处,都采用质量的密封件,像高性能的橡胶密封圈或者金属密封环等,并且密封结构经过优化,确保在不同压力、温度条件下都能有效防止液压油泄漏。此外,液压阀的流量特性和压力控制精度也反映其质量水平,质量产品能够精细地按照设定要求调节流量和压力,误差范围极小,在复杂多变的工况下也能保持稳定的性能表现,不会出现流量波动过大或者压力失控等情况,保障液压系统平稳运行。
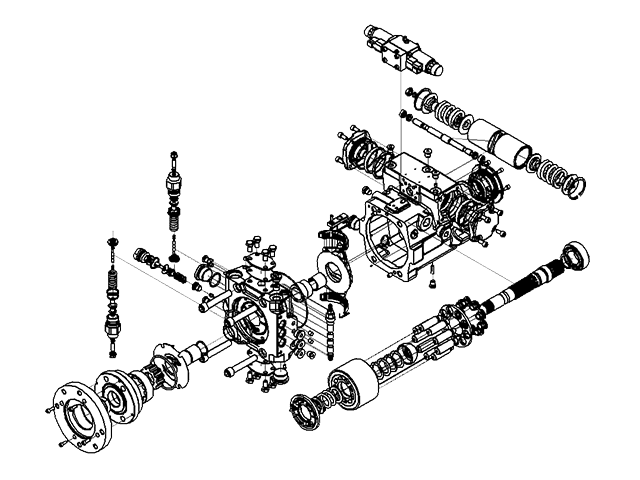
液压阀研发注重技术融合与功能拓展。一方面,结合电子技术与智能化理念,尝试为液压阀添加智能控制模块,使其能够实现远程控制、自动调节以及故障诊断功能。例如,通过内置传感器实时监测液压阀的工作参数,一旦出现异常情况能及时反馈并采取相应措施。另一方面,在材料研发上不断投入,与材料科学领域的专业团队合作,开发具有特殊性能的新材料用于液压阀制造,像具备强的度、耐高温、耐腐蚀的复合材料应用于阀体,提高液压阀应对恶劣环境的能力,进而拓宽其应用领域,满足更多卓效、特殊的液压系统需求。 方向控制阀是液压阀中用于控制液压油流动方向的重要类型,常见的有单向阀和换向阀。

在液压阀研发过程中,性能提升是重心目标。研发人员会对液压阀的响应速度进行重点攻关,通过优化阀芯的运动机构、减小运动部件之间的摩擦等方式,让液压阀在接收到控制信号后能更快地做出动作,提高整个液压系统的工作效率。同时,考虑到不同液压系统对压力调节范围的多样化需求,研发团队会精心设计压力调节机制,采用多级调压、自适应调压等技术手段,使液压阀能够精细、灵活地控制压力变化。此外,还会开展大量的实验验证工作,在模拟各种实际工况的实验室环境中,反复测试液压阀的各项性能指标,根据反馈不断改进完善,确保研发出的产品具备高可靠性和市场竞争力。 液压阀的稳定性是液压系统性能和可靠性的关键因素。大型液压阀生产过程
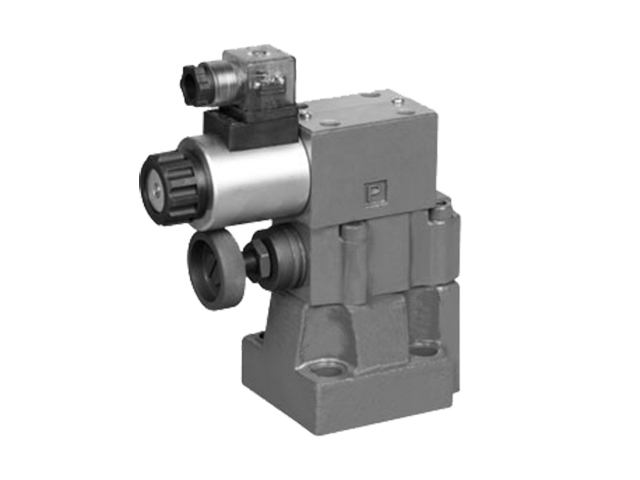
液压阀中的单向阀如同一个单向通行的 “关卡”,只允许液压油沿着特定方向流动,能防止油液倒流。大型液压阀生产过程
液压阀生产的装配环节有着严格的工艺要求。在洁净的装配车间内,工人需先将经过检验合格的零部件进行仔细清洗,去除加工过程中残留的油污、碎屑等杂质,防止其影响液压阀的性能。然后,按照装配流程,依次将阀芯、弹簧等部件准确装入阀体,并使用专业工具进行适当的紧固,确保各部件安装到位且连接牢固。每完成一道装配工序,都会有专人进行质量检查,及时发现并纠正可能出现的装配失误,如部件安装错位、密封不严等问题,保证装配质量,使液压阀整体结构完整、性能稳定。 大型液压阀生产过程
- 使用液压阀的优点 2026-05-09
- 浙江BG先导式溢流液压阀 2026-05-05
- 什么是液压阀牌子 2026-05-05
- MTCV叠加式单向节流液压阀生产厂家 2026-05-04
- 本地液压阀备件 2026-05-03
- 集成式液压阀成交价 2026-05-02