- 品牌
- 博尔勒,boerler
- 型号
- 管法兰专机
- 电源类型
- 直流电源,脉冲电源,逆变式电源
- 控制方式
- 半自动,自动,手动
- 是否数控
- 是
- 焊炬冷却方式
- 水冷
- 作用对象
- 金属,不锈钢,碳钢,钛合金
- 作用原理
- 逆变,脉冲
- 适用管径
- 10-500
- 额定容量
- 25
- 额定负载持续率
- 100
- 额定焊接电流
- 500
- 电流调节范围
- 5-500
- 焊接材质
- 不锈钢,碳钢,钛合金
- 工作电压
- 380
- 产地
- 江苏昆山
- 厂家
- 昆山博尔勒自动化科技有限公司
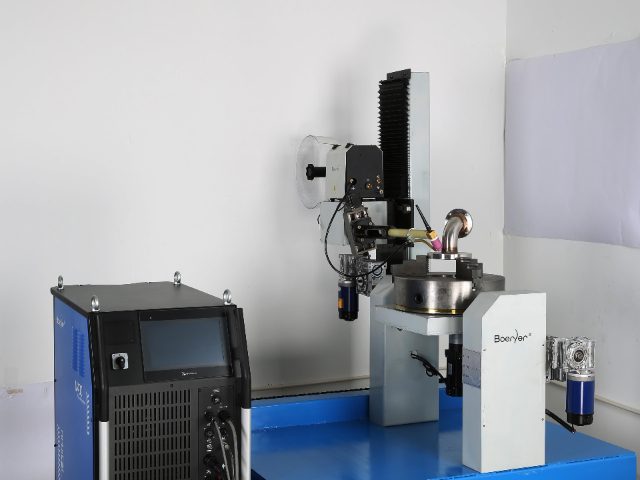
针对大厚度工件焊接时热输入高、焊接时间长对焊枪寿命的严峻挑战,本专机专门开发了高性能水冷式宽幅摆动焊枪。该焊枪采用双循环高效冷却设计:内循环直接冷却导电嘴与钨极夹头,外循环冷却枪体本体及摆动机构。其特制的重型陶瓷喷嘴可承受长时间高温辐射,且内部流道经过CFD优化,冷却效率较常规焊枪提升40%。焊枪的摆动机构采用高刚性直线导轨与无刷伺服电机驱动,不*可实现高达30mm的稳定摆幅,还能在高速摆动下保持优异的运动平稳性,避免因振动导致电弧飘移。精密的机械设计确保了焊枪在大幅摆动时,导电杆、送丝管等内部构件不发生干涉或疲劳损伤。在海洋平台用厚达80mm的EQ70高强钢大梁焊接中,该焊枪支持以300A以上电流、20mm摆幅连续工作超过4小时,焊炬体关键部位温度始终低于70℃,彻底杜绝了因焊枪过热导致的保护失效、钨极异常烧损或机械卡滞,保障了超厚板深坡口焊接任务的连续性与可靠性。专机配置双送丝系统,支持冷丝/热丝填充的任意组合,提升熔敷效率与工艺柔性。江苏管法兰专机焊机

熔深,特别是根部熔透的稳定性,是衡量焊接质量的指标。本专机采用的恒熔深控制技术,基于对熔池振荡频率与振幅的精密分析。其原理是:焊接熔池在电弧力、金属表面张力等作用下存在固有振荡频率,而该频率与熔池的尺寸(尤其是熔深)存在确定的物理关系。专机通过高速视觉传感器或特殊设计的电弧传感电路,实时提取熔池振荡特征信号。控制模块将此信号与预设的“理想熔深”所对应的振荡特征值进行对比,一旦出现偏差,便立即动态调整焊接电流或焊接速度。例如,当检测到熔深变浅趋势时,系统会微幅提升脉冲峰值电流或降低焊速,以增加热输入,反之亦然。这一闭环控制实现了焊接过程的“自适应”调节,能够自动补偿因装配间隙波动、散热条件变化、电弧轻微漂移等因素对熔深造成的影响。在核电主管道窄间隙焊接中,该技术确保了长达数米的环缝在全位置上的根部熔深波动范围小于±0.2mm,为核级设备的安全可靠性提供了至关重要的技术保障。山东Boerler管法兰专机定做氩弧焊管法兰专机采用水冷式精密焊枪与高频引弧,提高不锈钢及有色金属的洁净高质量焊接。
为提升耐腐蚀或耐磨性能,大型封头常需在内壁堆焊不锈钢或镍基合金层。传统单焊炬堆焊效率低,且单侧加热易导致封头整体变形。本专机采用创新的镜面对称双焊炬同步焊接系统。两个焊接机头对称布置于封头内外两侧的对应位置,由同一数控系统驱动,进行完全同步的对称焊接。内焊炬进行堆焊,外焊炬可进行同步的TIG重熔或加热。这种对称热输入模式,使焊接产生的热量和应力在厚度方向相互抵消,能将封头的整体变形(如椭圆度变化)抑制在极小的范围内(通常小于直径的0.1%)。同时,双焊炬作业使熔敷效率直接翻倍。该系统是解决大型薄壁封头内壁堆焊变形难题的有效方案之一,广泛应用于核电稳压器、化工反应釜等较高容器制造。
重力是全位置焊接,尤其是立焊和仰焊时面临的主要挑战,熔池金属在重力作用下易发生流淌,导致焊缝成形不佳甚至产生缺陷。本专机创新的磁控电弧(MAW)技术通过在焊接区域施加一个可精确控制的横向交变磁场,实现对电弧和熔池的主动“搅拌”与“约束”。磁场发生器由专机控制系统同步驱动,其频率、强度和方向可根据焊接位置实时调整。在立焊向上焊时,磁场产生的洛伦兹力可有效对抗重力,起到“托举”熔池的作用,防止铁水下淌;在仰焊时,磁场力则能帮助熔池金属更稳定地附着在母材上。此外,磁场对电弧的搅拌作用还能细化焊缝晶粒,有利于提升接头力学性能。在实际的化工塔器现场安装环缝焊接(包含5G、6G位置)中,启用磁控电弧功能后,仰焊位置的焊缝余高波动从±1.5mm减小到±0.5mm,成形美观度与平焊位置相当,且无需频繁调整焊接参数,明显提升了全位置焊接的自动化水平和一次合格率。模块化焊炬设计支持10分钟内完成MIG/TIG/等离子焊枪切换。

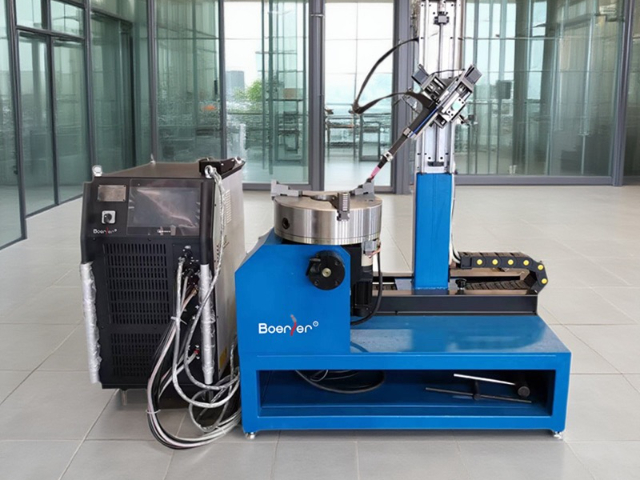
专机采用前后双丝协同焊接方案,前丝采用φ1.2mm实心焊丝进行根部打底,后丝采用φ1.6mm金属粉芯焊丝进行填充盖面,两丝间距可调范围15-50mm。通过数字协同控制器精确控制前后电弧的相位差,实现前丝熔池尚未凝固时后丝即进行热场叠加,利用熔池热耦合效应将传统单丝焊的层间温度等待时间缩短80%。在焊接20mm厚Q345R法兰颈环焊缝时,传统单丝MAG需进行8道焊接,而双丝系统只需4道即可完成,单道熔敷量达4.2kg/h。专机特别设计了双丝防干扰模块,采用脉冲相位交错技术,使两个电弧的高频脉冲峰值时刻错开15微秒,彻底解决双电弧磁偏吹难题。现场测试表明,在风电塔筒法兰批量焊接中,单套法兰焊接工时从3.2小时降至1.9小时,且因热输入更均匀,法兰平面度偏差从0.8mm改善至0.3mm,完全满足5MW以上风力发电机组对法兰接合面的精度要求。专机配备浮动式焊枪自适应机构,可自动补偿工件装夹与加工中存在的同心度误差。江苏管法兰专机焊机
专机配置闭环水温冷却系统,500A大电流持续焊接不降载。江苏管法兰专机焊机
该设计采用快换接口系统,包含电气接口(动力线、控制线)、气路接口(保护气、冷却气)和水路接口(进出水)的集成化连接。所有接口均采用航空插头式设计,具有防错插结构,操作人员只需旋转120°即可完成锁定。系统配备三种焊炬头的智能识别芯片,当安装TIG焊枪时控制器自动切换为恒流特性,安装MIG焊枪时切换为恒压特性,安装等离子焊枪时则启动联合特性。专业工具车集成有焊炬头预热功能,在切换前将备用焊枪预热至80℃,避免冷态焊枪影响起弧稳定性。在压力容器制造车间,该设计使单台设备可交替完成筒体纵缝的MAG打底焊、TIG热丝填充焊和等离子盖面焊,在焊接9%Ni钢低温储罐时,通过三种工艺的优势组合,使-196℃冲击功从传统单一工艺的72J提升至156J。设备利用率因此提高2.3倍,焊材库存种类减少40%,特别适合多品种小批量的重型装备制造场景。江苏管法兰专机焊机
昆山博尔勒自动化科技有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在江苏省等地区的机械及行业设备行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**昆山博尔勒自动化科技供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!
- 陕西接管管法兰专机共识 2026-05-13
- 通风管管法兰专机定做 2026-05-13
- 上海通风管管法兰专机工厂 2026-05-13
- 广州卫生管法兰专机 2026-05-13
- 上海圆管管法兰专机专机 2026-05-13
- 浙江中厚壁管管法兰专机多少钱 2026-05-13
- 广州接管管法兰专机生产厂家 2026-05-13
- 江苏卫生管法兰专机焊接技巧 2026-05-13
- 广州接管管法兰专机企业 2026-04-24
- 淄博通风管管法兰专机定做 2026-04-24
- 圆管管法兰专机生产厂家 2026-04-24
- 安徽氩弧焊管法兰专机配件 2026-04-24