- 品牌
- 博尔勒,boerler
- 型号
- 管法兰专机
- 电源类型
- 直流电源,脉冲电源,逆变式电源
- 控制方式
- 半自动,自动,手动
- 是否数控
- 是
- 焊炬冷却方式
- 水冷
- 作用对象
- 金属,不锈钢,碳钢,钛合金
- 作用原理
- 逆变,脉冲
- 适用管径
- 10-500
- 额定容量
- 25
- 额定负载持续率
- 100
- 额定焊接电流
- 500
- 电流调节范围
- 5-500
- 焊接材质
- 不锈钢,碳钢,钛合金
- 工作电压
- 380
- 产地
- 江苏昆山
- 厂家
- 昆山博尔勒自动化科技有限公司
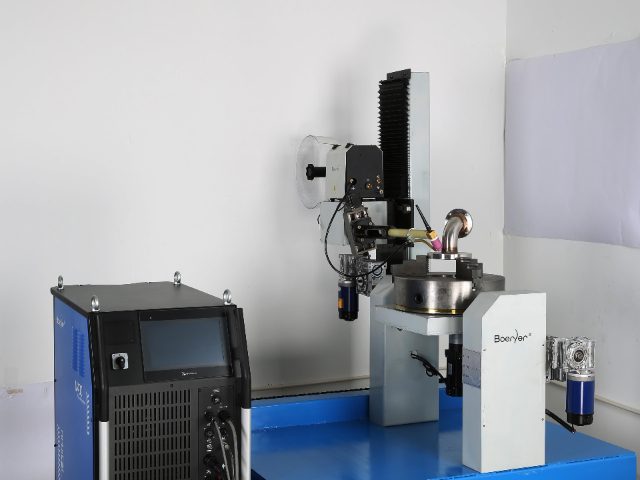
面对不锈钢、双相钢、镍基合金等对氧化、热输入极度敏感的特种材料法兰焊接,氩弧焊(GTAW)管法兰专机提供了近乎完美的解决方案。该专机采用高纯度氩气或根据材料特性定制的氩-氢、氩-氦混合气体作为保护介质,形成稳定惰性气体氛围,彻底隔绝空气,防止焊缝金属在高温下发生氧化、氮化,从而保留母材的耐腐蚀性与力学性能。设备通常搭载冷丝或热丝TIG系统,在保证电弧极其稳定的前提下,大幅提升熔敷效率。其精密电流波形控制能力(如方波交流用于铝合金,直流脉冲用于不锈钢)可精确管理热输入,减少焊接变形与热影响区,尤其适用于食品机械、核电、半导体等高洁净、高耐蚀要求的管道法兰连接,焊缝外观银白致密,内质无损检测合格率接近100%。专机配置焊缝冷却速率精确调控模块,通过雾化冷却保证不锈钢焊接敏化温度区间。江苏暖气管管法兰专机品牌

全自动管法兰焊接机的**自动化单元由高自由度六轴关节机器人与高精度伺服变位机协同构成,形成一个完整的柔性焊接工作站。机器人负责焊枪在三维空间内的精确定位与姿态调整,其重复定位精度可达±0.05mm,确保焊丝前列能始终沿预定轨迹运动。而双轴或三轴变位机则负责夹持并转动工件,通过数控系统与机器人进行联动,使待焊的管法兰焊缝始终处于**理想的“船型”或平焊位置。这种协同运动解耦了复杂空间焊缝的施焊难题,无论是水平固定管、斜45°固定管还是空间任意角度的法兰对接,系统都能通过离线编程或示教生成比较好路径,实现单道或多道焊的连续、无人化作业。该方案特别适用于工程机械、船舶制造等小批量、多品种且焊缝位置多变的生产场景,在保证前列焊接质量的同时,将操作人员从繁重、有害的体力劳动中彻底解放出来。淄博套管管法兰专机企业针对大批量生产,专机可定制多焊炬同步焊接系统,成倍提升单件产品的焊接效率。

焊接弯头(如90°或45°弯头)与法兰的连接焊缝是管道预制中的技术难点,因为两者的中心轴线存在夹角,使得焊缝成为一个空间曲线,且熔池因重力影响在圆周不同位置的行为各异。管弯头管法兰专机为此类工况专门设计了具有大角度偏转能力的伺服摆动焊枪头。该摆动头不*能进行常规的横向摆动以加宽焊道,更能根据机器人或专机主轴的指令,在焊接过程中动态调整焊枪相对于焊缝法线的角度。配合工件变位器的精确旋转,系统能确保在弯头外弧(高点)和内弧(低点)等所有位置,焊枪都保持比较好的推焊或拖焊角度,从而获得均匀一致的熔深与焊缝成形。专机内预置了针对不同弯头角度(LR/SR)和管径的标准工艺包,操作者只需选择型号,即可调用经过优化的摆动参数与焊接电流波形,高效解决这一传统依赖高级焊工经验的难题。
对于厚壁管法兰的焊接,单道次无法填满整个坡口,必须采用多层多道焊技术。管法兰专机内置的智能焊接电控系统为此提供了精细化管理工具。操作人员需输入管径、壁厚、等基本尺寸及材料类型,系统即可自动计算出焊接层数、每层的焊道数量及排布顺序。程序会智能规划每一道焊缝的精确行走轨迹、摆动参数、送丝速度与热输入,确保每道焊缝与前道焊缝、母材之间实现完全熔合,同时避免层间未熔合、夹渣等缺陷。更重要的是,通过科学的焊道排布与严格的层间温度,系统能将整体焊接热输入分散,有效减少焊接应力与变形,使焊缝宏观金相组织均匀致密,力学性能各向同性,满足承压设备制造规范。整机防护等级达IP54标准,可在油气环境连续运行。

为实现焊接质量的可追溯性与数字化管理,本专机内置了强大的数据采集与记录系统。系统以不低于100Hz的采样频率,全程同步记录焊接过程中的所有关键参数,包括各轴运动位置与速度、焊接电流电压的真实波形、送丝速度、保护气流量、层间温度等,并打上精确的时间戳。更重要的是,所有偏离预设工艺窗口的异常事件(如超限报警)都会被自动标记和存储。这些海量数据通过边缘计算单元进行初步处理和分析,形成每一条焊缝的“数字孪生”记录。用户可通过人机界面实时查看趋势曲线,也可在焊后调取任意焊道的历史数据进行回溯分析。该功能对于航空航天、核电等有严格质量体系要求的行业至关重要,它为每一条焊缝提供了完整的“电子履历”,满足了工艺纪律检查和质量审计的要求。当出现质量异议时,可通过数据回溯精细定位问题发生的时刻与工艺状态,为原因分析和工艺改进提供了客观、精细的数据基础,从而推动焊接生产从“经验驱动”向“数据驱动”的深刻转变。氩弧焊管法兰专机采用脉冲TIG焊接工艺,确保管道法兰全位置焊接质量稳定。江苏接管管法兰专机焊接技巧
专机配备多层多道焊接程序,智能规划焊道排布,有效控制热输入与焊缝成形。江苏暖气管管法兰专机品牌
该机构在传统六轴机器人末端增加三自由度主动柔顺单元,包含轴向±10mm浮动、径向±8mm摆动和法向±5mm自适应三个补偿维度。通过六维力传感器实时检测焊接过程中焊枪与工件的接触力,当检测到因法兰组对错边导致的异常受力时,柔顺控制器在5ms内生成补偿轨迹。特别设计的涡流阻尼器可吸收焊接变形引起的突发位置偏移,避免机械冲击。系统内置的错边焊接专业数据库,存储了12种典型错边模式的应对策略,如当检测到3mm台阶错边时自动切换为摆宽加宽的摆动焊接模式,当遇到角度错边时则启动非对称热输入算法。在船舶推进器法兰现场安装焊接中,该技术成功补偿了因船体变形导致的8mm组对偏差,使原本需要返工修割的法廊直接完成焊接,单艘万箱级集装箱船节省工期72小时。经第三方检测,在6mm错边工况下焊接的焊缝,其疲劳强度仍达到标准接头的92%,远超传统手工修补焊缝的75%。江苏暖气管管法兰专机品牌
昆山博尔勒自动化科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在江苏省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,昆山博尔勒自动化科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!
- 陕西接管管法兰专机共识 2026-05-13
- 通风管管法兰专机定做 2026-05-13
- 上海通风管管法兰专机工厂 2026-05-13
- 广州卫生管法兰专机 2026-05-13
- 上海圆管管法兰专机专机 2026-05-13
- 浙江中厚壁管管法兰专机多少钱 2026-05-13
- 广州接管管法兰专机生产厂家 2026-05-13
- 江苏卫生管法兰专机焊接技巧 2026-05-13
- 广州接管管法兰专机企业 2026-04-24
- 淄博通风管管法兰专机定做 2026-04-24
- 圆管管法兰专机生产厂家 2026-04-24
- 安徽氩弧焊管法兰专机配件 2026-04-24