- 品牌
- 博尔勒,boerler
- 型号
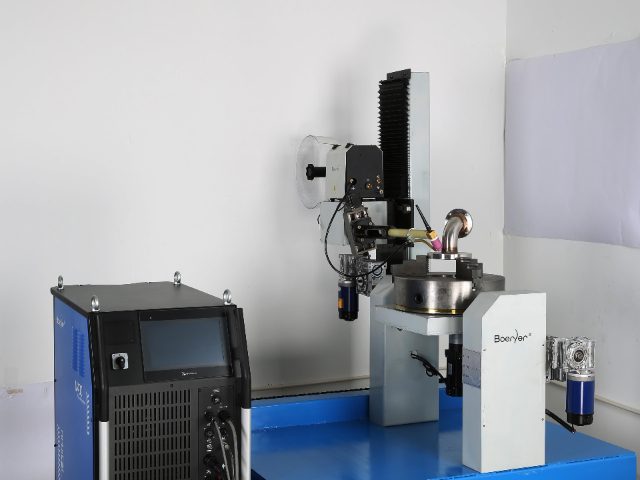
- 管法兰专机
- 电源类型
- 直流电源,脉冲电源,逆变式电源
- 控制方式
- 半自动,自动,手动
- 是否数控
- 是
- 焊炬冷却方式
- 水冷
- 作用对象
- 金属,不锈钢,碳钢,钛合金
- 作用原理
- 逆变,脉冲
- 适用管径
- 10-500
- 额定容量
- 25
- 额定负载持续率
- 100
- 额定焊接电流
- 500
- 电流调节范围
- 5-500
- 焊接材质
- 不锈钢,碳钢,钛合金
- 工作电压
- 380
- 产地
- 江苏昆山
- 厂家
- 昆山博尔勒自动化科技有限公司
本专机将焊接工程师的工艺选择经验编码化为可执行的系统规则库。焊接前,专机的激光扫描系统会精确测量接头的实际坡口角度、根部间隙、错边量等几何特征。这些实测数据被输入系统后,系统首先将其与预设的“理想接头”模型进行比对,判断其属于正常工况还是存在装配偏差。随后,系统依据内置的庞大数据规则——该规则库融合了材料学、传热学、熔池流体力学原理以及大量工艺试验数据——进行智能推理。例如,针对“15mm厚Q345R钢板,V型坡口60°,实测间隙2.5mm(标准为2.0mm)”的情况,系统会自动推荐“微调电流下限、采用小幅摆动并降低0.1m/min焊接速度”的修正工艺,以补偿间隙增大带来的热输入相对不足风险。整个过程在数秒内完成,并自动完成焊接参数的装载。这极大地降低了对操作者个人经验的依赖,尤其适用于多品种、小批量的生产模式,确保了即使在工件装配存在一定波动的情况下,依然能输出稳定可靠的焊接工艺,从源头保障焊缝质量。氩弧焊管法兰专机采用脉冲TIG焊接工艺,确保管道法兰全位置焊接质量稳定。陕西碳钢管法兰专机品牌

对于超厚壁管道(如核电主管道、重型化工管道),传统V型或U型坡口需要填充的金属体积巨大,导致焊接周期长、变形大、材料成本高。本专机基于窄间隙焊接(Narrow Gap Welding)理念设计,采用特殊的I型或极小角度的坡口(通常宽度8-12mm)。专机配备了超长杆身的特制焊枪,能够深入窄缝进行焊接。配合高精度的多层多道路径规划软件,系统可自动编排数十甚至上百道细微焊道的焊接顺序,确保侧壁完全熔合。与宽坡口相比,窄间隙坡口需填充的截面积减少可达60%以上,相应地节省约40%的焊材消耗,焊接时间缩短约50%。更重要的是,由于焊缝金属填充量大幅减少,产生的焊接残余应力和整体变形也明细降低,提升了结构的尺寸稳定性与疲劳性能。该专机通常集成有电弧或视觉传感,以监控窄缝内的熔池状态,防止未熔合缺陷。此技术是实现厚壁管道高效、质量、低成本焊接的关键,是重型装备制造领域的先进工艺。安徽全自动钢管法兰焊接设备管法兰专机品牌油管焊接专机配备激光视觉跟随,实现0.1mm级坡口自适应焊接。

压力容器上接管、人孔、支腿与壳体的连接焊缝是空间复杂的马鞍形曲线(相贯线),其轨迹随管径比变化,手动焊接难度极高。本专机采用高自由度焊接机器人,并集成激光视觉跟踪系统。机器人首先沿理论相贯线轨迹进行扫描焊接,激光传感器实时捕获焊缝坡口的实际位置。当检测到因工件加工或装配误差导致的轨迹偏差时,跟踪系统即时修正机器人的运动路径,确保焊枪始终精确对中。此外,系统还能根据相贯线不同位置(比较高点、比较低点、侧面)的焊接姿态(平、立、仰),自动调用对应的焊接参数,保证全位置熔池稳定。这套系统解决了压力容器制造中相贯接头自动化焊接的难题,将焊工从极其劳累和需要高超技巧的工作中解放出来,实现了相贯焊缝的高质量、高一致性自动化焊接,大幅提升了容器整体制造的自动化水平。
工装夹具的设计是管法兰专机高效稳定运行的关键保障。设备配备的自定心三爪或四爪卡盘,具有高同心度与大夹持力,可快速将不同外径的管道或法兰固定,并确保其轴线与变位器回转中心严格重合。与之联动的头尾架变位器或L型变位机,可实现工件在水平(旋转)与垂直(翻转)方向上的精确、平稳运动。通过数控系统对变位器与焊枪运动的协同编程,可以使焊缝的每一个点始终处于理想的平焊或船形焊位置进行施焊,实现了真正的“无死角”焊接。这种设计不*保证了全位置焊缝的成形质量一致性,还大幅简化了工件装夹找正时间,将降低辅助时间,特别适用于多品种、小批量的柔性化生产需求。专机配置焊缝冷却速率精确调控模块,通过雾化冷却保证不锈钢焊接敏化温度区间。
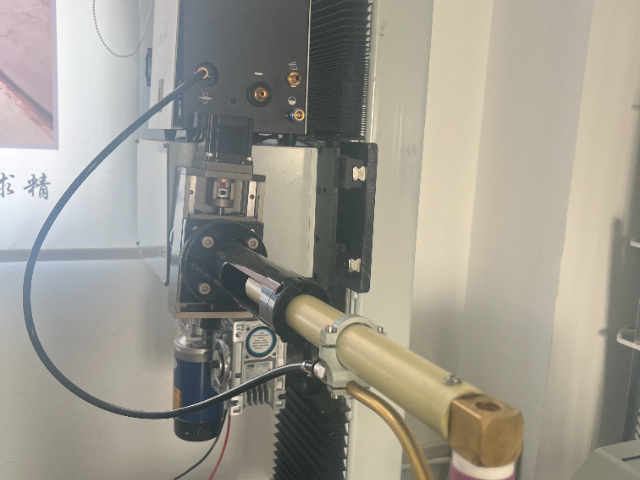
为实现焊接质量的可追溯性与数字化管理,本专机内置了强大的数据采集与记录系统。系统以不低于100Hz的采样频率,全程同步记录焊接过程中的所有关键参数,包括各轴运动位置与速度、焊接电流电压的真实波形、送丝速度、保护气流量、层间温度等,并打上精确的时间戳。更重要的是,所有偏离预设工艺窗口的异常事件(如超限报警)都会被自动标记和存储。这些海量数据通过边缘计算单元进行初步处理和分析,形成每一条焊缝的“数字孪生”记录。用户可通过人机界面实时查看趋势曲线,也可在焊后调取任意焊道的历史数据进行回溯分析。该功能对于航空航天、核电等有严格质量体系要求的行业至关重要,它为每一条焊缝提供了完整的“电子履历”,满足了工艺纪律检查和质量审计的要求。当出现质量异议时,可通过数据回溯精细定位问题发生的时刻与工艺状态,为原因分析和工艺改进提供了客观、精细的数据基础,从而推动焊接生产从“经验驱动”向“数据驱动”的深刻转变。氩弧焊管法兰专机采用水冷式精密焊枪与高频引弧,提高不锈钢及有色金属的洁净高质量焊接。安徽全自动钢管法兰焊接设备管法兰专机品牌
模块化变位器设计使一台主机可便捷切换,分别完成电机轴的旋转焊与筒体的直缝焊。陕西碳钢管法兰专机品牌
熔深,特别是根部熔透的稳定性,是衡量焊接质量的指标。本专机采用的恒熔深控制技术,基于对熔池振荡频率与振幅的精密分析。其原理是:焊接熔池在电弧力、金属表面张力等作用下存在固有振荡频率,而该频率与熔池的尺寸(尤其是熔深)存在确定的物理关系。专机通过高速视觉传感器或特殊设计的电弧传感电路,实时提取熔池振荡特征信号。控制模块将此信号与预设的“理想熔深”所对应的振荡特征值进行对比,一旦出现偏差,便立即动态调整焊接电流或焊接速度。例如,当检测到熔深变浅趋势时,系统会微幅提升脉冲峰值电流或降低焊速,以增加热输入,反之亦然。这一闭环控制实现了焊接过程的“自适应”调节,能够自动补偿因装配间隙波动、散热条件变化、电弧轻微漂移等因素对熔深造成的影响。在核电主管道窄间隙焊接中,该技术确保了长达数米的环缝在全位置上的根部熔深波动范围小于±0.2mm,为核级设备的安全可靠性提供了至关重要的技术保障。陕西碳钢管法兰专机品牌
昆山博尔勒自动化科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同昆山博尔勒自动化科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
- 陕西接管管法兰专机共识 2026-05-13
- 通风管管法兰专机定做 2026-05-13
- 上海通风管管法兰专机工厂 2026-05-13
- 广州卫生管法兰专机 2026-05-13
- 上海圆管管法兰专机专机 2026-05-13
- 浙江中厚壁管管法兰专机多少钱 2026-05-13
- 广州接管管法兰专机生产厂家 2026-05-13
- 江苏卫生管法兰专机焊接技巧 2026-05-13
- 广州接管管法兰专机企业 2026-04-24
- 淄博通风管管法兰专机定做 2026-04-24
- 圆管管法兰专机生产厂家 2026-04-24
- 安徽氩弧焊管法兰专机配件 2026-04-24