- 品牌
- 博尔勒,boerler
- 型号
- 管法兰专机
- 电源类型
- 直流电源,脉冲电源,逆变式电源
- 控制方式
- 半自动,自动,手动
- 是否数控
- 是
- 焊炬冷却方式
- 水冷
- 作用对象
- 金属,不锈钢,碳钢,钛合金
- 作用原理
- 逆变,脉冲
- 适用管径
- 10-500
- 额定容量
- 25
- 额定负载持续率
- 100
- 额定焊接电流
- 500
- 电流调节范围
- 5-500
- 焊接材质
- 不锈钢,碳钢,钛合金
- 工作电压
- 380
- 产地
- 江苏昆山
- 厂家
- 昆山博尔勒自动化科技有限公司
封头瓜瓣拼接焊缝是复杂的三维空间曲线,传统手工示教编程耗时极长且精度依赖技师经验。本专机配套的数字孪生离线编程系统彻底改变了这前列程。用户在软件中导入封头的三维CAD模型,并定义拼接焊缝的位置。系统自动根据焊缝所处的双曲率曲面几何特征、设定的焊枪姿态(如垂直于曲面)、焊接工艺参数(摆动、速度等),通过内置的路径规划算法,无碰撞地计算出机器人各轴的比较好运动轨迹。更重要的是,该系统构建了机器人、变位机与工件的精确数字孪生模型,编程完成后可进行全流程3D动态仿真,验证可达性、干涉性与运动平滑性。仿真无误后,程序可直接下载至专机控制器执行。此技术将原本需要数天完成的复杂空间焊缝编程工作,缩短至几小时内,且程序精度达到毫米级。它使小批量、多规格的封头生产实现了快速换产,特别适用于航天燃料贮箱、大型化工反应釜等**装备的定制化制造,是智能制造在重型焊接领域的成功实践。设计有电控电弧装置,全位置焊接时熔池流淌,从而保证仰焊、立焊成形质量。江苏管法兰专机生产厂家

针对厚壁管道焊接中打底要求熔透均匀、填充要求高效快速的矛盾需求,本专机创新采用脉冲协同双送丝技术。该系统配备两套的送丝机与送丝软管,但共享一个特制焊枪。在管道根焊(打底)阶段,采用前丝进行冷丝或热丝TIG焊,通过精确的脉冲电弧控制实现单面焊双面成型,确保背部成形美观且熔合良好。完成打底后,系统无缝切换至“前后双丝协同”模式:前丝仍为TIG电弧,作为主要热源维持熔池;后丝为MIG/MAG电弧,以较高速度送入熔池进行填充。两根焊丝的电弧在相位和空间上精密协同,避免了相互干扰。此方案融合了TIG焊高质量与MAG焊高效率的优点,在填充盖面阶段,熔敷效率较纯TIG焊提升2-3倍,大幅缩短了厚壁管道的焊接周期。同时,由于热源主要集中于TIG电弧,整体热输入仍得到较好控制,有利于保持接头性能。此技术广泛应用于化工、电力行业厚壁主蒸汽管道、加氢反应器进出口管道的焊接。陕西通风管管法兰专机工厂全位置多层多道专机搭载离线编程系统,自动生成焊道排布与焊接序列。

本专机将焊接工程师的工艺选择经验编码化为可执行的系统规则库。焊接前,专机的激光扫描系统会精确测量接头的实际坡口角度、根部间隙、错边量等几何特征。这些实测数据被输入系统后,系统首先将其与预设的“理想接头”模型进行比对,判断其属于正常工况还是存在装配偏差。随后,系统依据内置的庞大数据规则——该规则库融合了材料学、传热学、熔池流体力学原理以及大量工艺试验数据——进行智能推理。例如,针对“15mm厚Q345R钢板,V型坡口60°,实测间隙2.5mm(标准为2.0mm)”的情况,系统会自动推荐“微调电流下限、采用小幅摆动并降低0.1m/min焊接速度”的修正工艺,以补偿间隙增大带来的热输入相对不足风险。整个过程在数秒内完成,并自动完成焊接参数的装载。这极大地降低了对操作者个人经验的依赖,尤其适用于多品种、小批量的生产模式,确保了即使在工件装配存在一定波动的情况下,依然能输出稳定可靠的焊接工艺,从源头保障焊缝质量。
该设计采用快换接口系统,包含电气接口(动力线、控制线)、气路接口(保护气、冷却气)和水路接口(进出水)的集成化连接。所有接口均采用航空插头式设计,具有防错插结构,操作人员只需旋转120°即可完成锁定。系统配备三种焊炬头的智能识别芯片,当安装TIG焊枪时控制器自动切换为恒流特性,安装MIG焊枪时切换为恒压特性,安装等离子焊枪时则启动联合特性。专业工具车集成有焊炬头预热功能,在切换前将备用焊枪预热至80℃,避免冷态焊枪影响起弧稳定性。在压力容器制造车间,该设计使单台设备可交替完成筒体纵缝的MAG打底焊、TIG热丝填充焊和等离子盖面焊,在焊接9%Ni钢低温储罐时,通过三种工艺的优势组合,使-196℃冲击功从传统单一工艺的72J提升至156J。设备利用率因此提高2.3倍,焊材库存种类减少40%,特别适合多品种小批量的重型装备制造场景。采用水冷式宽幅摆动焊枪,摆幅30mm,可连续焊接厚壁工件而不发生过热。

重力是全位置焊接,尤其是立焊和仰焊时面临的主要挑战,熔池金属在重力作用下易发生流淌,导致焊缝成形不佳甚至产生缺陷。本专机创新的磁控电弧(MAW)技术通过在焊接区域施加一个可精确控制的横向交变磁场,实现对电弧和熔池的主动“搅拌”与“约束”。磁场发生器由专机控制系统同步驱动,其频率、强度和方向可根据焊接位置实时调整。在立焊向上焊时,磁场产生的洛伦兹力可有效对抗重力,起到“托举”熔池的作用,防止铁水下淌;在仰焊时,磁场力则能帮助熔池金属更稳定地附着在母材上。此外,磁场对电弧的搅拌作用还能细化焊缝晶粒,有利于提升接头力学性能。在实际的化工塔器现场安装环缝焊接(包含5G、6G位置)中,启用磁控电弧功能后,仰焊位置的焊缝余高波动从±1.5mm减小到±0.5mm,成形美观度与平焊位置相当,且无需频繁调整焊接参数,明显提升了全位置焊接的自动化水平和一次合格率。采用窄间隙坡口设计专机方案,壁厚30mm以上管道可减少焊材用量40%。管弯头管法兰专机报价
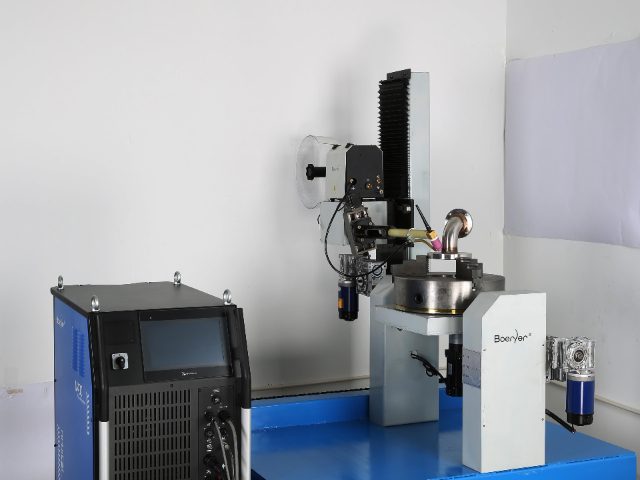
氩弧焊管法兰专机采用水冷式精密焊枪与高频引弧,提高不锈钢及有色金属的洁净高质量焊接。江苏管法兰专机生产厂家
为实现焊接质量的可追溯性与数字化管理,本专机内置了强大的数据采集与记录系统。系统以不低于100Hz的采样频率,全程同步记录焊接过程中的所有关键参数,包括各轴运动位置与速度、焊接电流电压的真实波形、送丝速度、保护气流量、层间温度等,并打上精确的时间戳。更重要的是,所有偏离预设工艺窗口的异常事件(如超限报警)都会被自动标记和存储。这些海量数据通过边缘计算单元进行初步处理和分析,形成每一条焊缝的“数字孪生”记录。用户可通过人机界面实时查看趋势曲线,也可在焊后调取任意焊道的历史数据进行回溯分析。该功能对于航空航天、核电等有严格质量体系要求的行业至关重要,它为每一条焊缝提供了完整的“电子履历”,满足了工艺纪律检查和质量审计的要求。当出现质量异议时,可通过数据回溯精细定位问题发生的时刻与工艺状态,为原因分析和工艺改进提供了客观、精细的数据基础,从而推动焊接生产从“经验驱动”向“数据驱动”的深刻转变。江苏管法兰专机生产厂家
昆山博尔勒自动化科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在江苏省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,昆山博尔勒自动化科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!
- 陕西接管管法兰专机共识 2026-05-13
- 通风管管法兰专机定做 2026-05-13
- 上海通风管管法兰专机工厂 2026-05-13
- 广州卫生管法兰专机 2026-05-13
- 上海圆管管法兰专机专机 2026-05-13
- 浙江中厚壁管管法兰专机多少钱 2026-05-13
- 广州接管管法兰专机生产厂家 2026-05-13
- 江苏卫生管法兰专机焊接技巧 2026-05-13
- 广州接管管法兰专机企业 2026-04-24
- 淄博通风管管法兰专机定做 2026-04-24
- 圆管管法兰专机生产厂家 2026-04-24
- 安徽氩弧焊管法兰专机配件 2026-04-24