- 品牌
- 博尔勒,boerler
- 型号
- 齐全
- 电流
- 直流
- 作用对象
- 金属,不锈钢,钛合金
- 作用原理
- 脉冲,逆变
- 提供加工定制
- 是
- 产地
- 苏州昆山
- 厂家
- 昆山博尔勒自动化科技有限公司
卫生管道系统的要求之一是能够进行彻底的在位清洗(CIP)和蒸汽在位灭菌(SIP)。这意味着管道内壁和所有接头处不能有任何可能滞留液体或微生物的死角。为此,焊接前的管道组对必须高度精细,确保焊后内壁平滑过渡。快装卡具采用卫生型设计,所有与管道接触的部分均为光滑不锈钢,易于清洁。卡具通过精密的定位销和锁紧机构,确保两截管道的端面对齐、间隙均匀,且内壁高度一致,错边量控制在0.1mm以内。这种精细的组对,为后续的焊接实现“平齐”或“微内凹”的根部成型奠定了基础。焊后拆除卡具,焊缝区域与母材平滑连接,没有任何台阶或缝隙,完全满足3-A和EHEDG标准对表面连接的要求,使得清洗液和蒸汽能够毫无阻碍地通过,确保了整个流体路径的无菌保障能力。搭载管道全位置自动焊接系统,适应地面固定安装的横焊、仰焊。青岛薄壁管焊接机如何更换钨棒

即使实现了光亮焊,焊接接头区域的内壁粗糙度(Ra值)仍可能略高于经过抛光的母材管。为了达到超高的卫生标准(如Ra ≤ 0.5 μm),部分专机集成了焊后内壁处理模块。电解抛光(EP)是通过电化学方法选择性溶解焊缝表面的微观凸起,达到整体平滑的效果。集成设备会在焊接后,将电解抛光头伸入管道内部,对焊缝区域进行局部精细处理。机械抛光则采用微型磨头或磁力驱动的抛光球进行。处理过程自动化,并与焊接程序联动。处理后,焊缝区的粗糙度可与母材完全一致,甚至更低,达到镜面效果。这彻底消除了微生物在焊缝表面微小划痕或凹陷处附着的可能性,对于生产无菌注射液、高纯生物制品的生产线至关重要,是符合cGMP动态标准的保障。无锡超纯水供应行业焊接机配件专为套管与基管环缝设计,实现立式或卧式全位置自动化焊接。

在受严格监管的行业,设备本身及其生产流程必须符合法规要求。卫生管道焊接专机从设计阶段就遵循FDA 21 CFR Part 11(电子记录)、欧盟GMP Annex 11以及3-A卫生标准等。设备与管道接触的部件(如卡具、背压堵头)均采用经认证的316L不锈钢,并提供材质证明。其控制系统具备完整的审计追踪功能,自动记录并加密存储每一次焊接的所有关键参数:操作员ID、时间、材料批号、焊接参数曲线、保护气纯度和流量、视觉检测结果等。这些数据不可篡改,并可生成符合要求的报告。每一段焊接完成的管道都有一个的身份编码,扫描该编码即可调取其完整的“制造档案”。这实现了从原材料到成品管道的全程双向追溯,完美应对监管机构的审计和客户的现场核查,是制药和食品企业建立可靠质量体系的重要组成部分。
波纹管壁厚极薄(0.1-0.5mm),焊接时熔池表面张力难以对抗重力,极易发生塌陷、烧穿。柔性仿形铜衬垫是解决此问题的经典方案。该衬垫由高导热率的紫铜或铍铜制成,其接触面精密加工成与波纹管外波形完全吻合的凹槽。焊接时,衬垫在背面紧密贴合支撑,一方面迅速将焊接热量导走,大幅降低工件温度,防止过热;另一方面为熔池金属提供刚性承托,防止其下坠。衬垫内部通常通有冷却水,以保持其持续的散热能力。对于复杂波形,衬垫采用分段式或柔性可调设计,以适应不同规格。这种“传导散热+机械支撑”双重作用,是保障超薄壁波纹管焊接成功率、获得良好背面成形的关键工艺装备。配置轨道式窄间隙焊头,减少热输入,保持母材耐腐蚀性能。

手工焊接厚壁管道,工艺规划复杂,极易出错。本设备的智能多层多道系统将此过程自动化、智能化。用户只需输入坡口形式、壁厚、材质等基本信息,系统软件即可基于内置的**规则库和热力学模型,自动生成比较好的焊道排布方案:包括总层数、每层焊道数、每道的焊接参数(电流、电压、速度、摆动)、焊接顺序以及焊枪姿态。在焊接执行时,系统严格按照此方案控制设备。同时,集成在焊枪附近的红外测温仪实时监测层间温度。当温度高于上限(如对某些合金钢要求≤250℃)时,系统自动暂停焊接并待机冷却;当温度低于下限时,则自动提醒或开始下一道焊接。这确保了整个厚壁接头焊接工艺的严谨性和可重复性,是获得优异接头力学性能,尤其是韧性和抗裂性的控制手段。采用低刚度焊接工装与分布式夹持,避免波纹管波形畸变。上海薄壁管焊接机
全自动焊机实现卫生级管道(1D-3D)全位置焊接,内壁平滑无氧化。青岛薄壁管焊接机如何更换钨棒
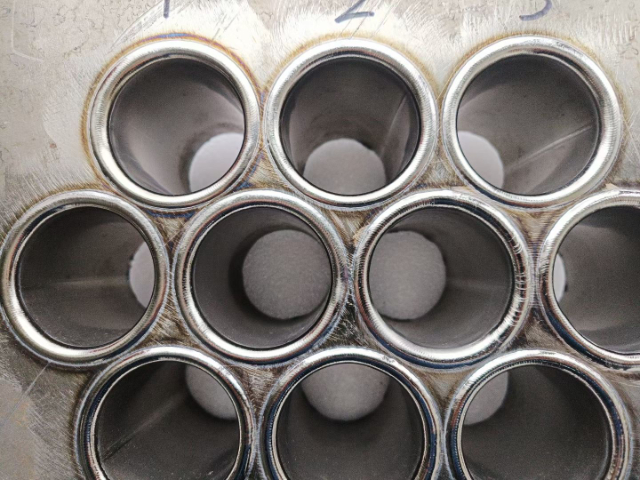
套管焊接机针对石油套管、结构柱套管、换热器管板接头等场景中套管与基管间的环形角焊缝或对接焊缝而优化。其在于灵活的位置适应性。通过可调式机架与高性能变位机协同,设备可轻松配置成立式焊接站(套管竖直)或卧式焊接站(套管水平)。在立式配置中,变位机驱动基管旋转,焊枪固定或微调,完成周向平焊,优势在于熔池控制稳定;在卧式配置中,则采用焊枪绕管旋转的方式,可应对超长套管的焊接。控制系统集成了全位置(C/PF/J-LOOP等)焊接参数库,能根据焊枪相对于重力方向的角度,自动匹配比较好的电流、电压、速度及摆动参数,确保在仰焊、立焊等位置也能获得与平焊一致的熔深与成形质量。这种全位置能力使其在风电塔筒基础套管、化工反应器裙座等大型结构的现场安装焊接中不可或缺,实现了从工厂预制到现场安装的焊接质量统一。青岛薄壁管焊接机如何更换钨棒
昆山博尔勒自动化科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来昆山博尔勒自动化科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
- 陕西冰箱管焊接机租赁 2026-07-18
- 陕西不锈钢工业焊接机维修 2026-07-18
- 山东封闭式全位置焊接机 2026-07-18
- 山东封闭式全位置焊接机调试方法 2026-07-18
- 无锡无缝钢管焊接机价格 2026-07-17
- 山东冰箱管焊接机维修 2026-07-17
- 上海薄壁洁净管焊接机推荐 2026-07-17
- 无锡圆管焊接机维修 2026-07-17
- 管道焊接机出租 2026-07-17
- 陕西无缝钢管焊接机如何更换钨棒 2026-07-16
- 江苏制药行业焊接机价格 2026-07-16
- 西安水处理焊接机租赁 2026-07-16