- 品牌
- 冠宇,鑫冠宇
- 型号
- toc脱除器
在饮料生产行业,生产过程中的清洗、杀菌等环节会产生含有有机物的废水,这些废水的TOC含量会影响水资源的回用和水环境的保护。TOC脱除器为饮料生产废水处理提供了有效的技术手段。针对饮料废水的特点,可采用活性炭吸附与紫外线再生相结合的工艺。活性炭具有丰富的孔隙结构和巨大的比表面积,能够吸附水中的有机物。当活性炭吸附饱和后,利用紫外线对活性炭进行再生处理。在紫外线的照射下,活性炭表面吸附的有机物发生光解反应,分解为小分子物质,使活性炭恢复吸附能力。这种活性炭吸附-紫外线再生工艺不仅能够实现有机物的有效脱除,还能延长活性炭的使用寿命,降低处理成本。在TOC脱除器的设计中,合理设置活性炭吸附柱和紫外线再生装置,优化吸附和再生工艺参数,确保饮料生产废水得到高效处理。 国内 TOC 脱除器品牌在中低端市场的性价比优势明显。产品TOC脱除器生产

食品加工行业在生产过程中会产生大量含有有机物的废水,这些废水中的TOC含量较高,若直接排放会对水体环境造成污染。TOC脱除器在食品加工废水处理中具有明显的应用价值。针对食品废水的特点,TOC脱除器采用生物处理与紫外线氧化相结合的工艺。在生物处理阶段,通过培养特定的微生物群落,利用微生物的新陈代谢作用分解水中的有机物,将大分子有机物转化为小分子物质。然而,生物处理难以完全去除水中的微量有机物,此时紫外线氧化技术发挥重要作用。经过生物处理后的水体进入TOC脱除器的紫外线处理单元,在紫外线的照射下,残留的有机物被进一步氧化分解。这种生物 - 紫外线联合处理工艺不仅提高了TOC的脱除效率,还降低了处理成本,使食品加工废水能够达到环保排放要求,实现水资源的循环利用。河南去除型TOC脱除器安装方便中压 TOC 脱除器的冷却系统多采用风冷或水冷方式控温。

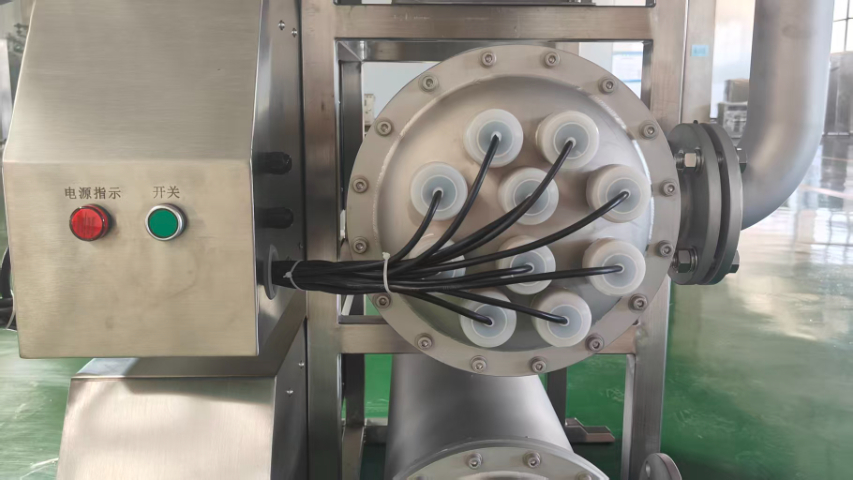
TOC中压紫外线脱除器作为先进的水处理设备,关键是利用中压紫外线技术降解水中有机污染物。其灯管内部汞蒸汽压力处于10⁴-10⁶Pa之间,单只灯管功率比较高能达7000W,可输出100-400nm多谱段连续紫外线。相较于传统低压紫外线技术,它在紫外线强度、剂量以及有机物降解能力上优势明显,不仅能直接打断有机物分子的C-C键,还可通过光催化产生羟基自由基,大幅提升TOC降解效率,同时还能与H₂O₂、TiO₂等工艺协同形成高级氧化工艺,进一步强化处理效果。
在制药制剂行业严谨且精细的生产体系里,中压紫外线与低压**紫外线在制药用水TOC控制方面各司其职、分工明确。中压紫外线宛如一位“精细狙击手”,专门适用于高纯度制药用水场景,像注射用水和无菌工艺用水这类对品质要求极高的用水,其TOC控制标准极为严苛,需将TOC含量稳定控制在≤50ppb,以确保用药安全与产品质量。而低压**紫外线则像是一位“可靠助手”,主要应用于一般制药用水领域,例如纯化水的TOC控制。相较于高纯度制药用水,其对TOC的要求相对宽松,能为常规制药生产提供稳定且符合标准的水质支持。此外,不同行业对TOC分析仪的检出限要求也大相径庭。制药行业要求TOC分析仪检出限≤(50μg/L),而半导体行业的要求更为严苛,需达到≤(1μg/L)。这种行业间的差异,充分体现了各领域对水质控制的精细化与专业化追求。 TOC 脱除器在锂电池生产用超纯水制备中不可或缺。

在电子半导体行业严苛的超纯水制备工艺里,TOC中压紫外线脱除器占据着关键地位。完整的工艺流程依次为:原水经预处理后,进入双级反渗透环节,再经EDI处理,接着由紫外线TOC降解系统发挥作用,然后通过终端超滤产出超纯水。其中,双级反渗透与EDI技术携手,先对原水进行初步脱盐并去除部分有机物。随后,中压紫外线TOC降解工艺闪亮登场,进一步深度降低水中TOC含量。之后,配合终端超滤的精细过滤,确保产出的超纯水TOC稳定降至1ppb以下,电阻率高达18.2MΩ・cm以上,完美契合半导体生产对水质的高标准要求。 TOC 脱除器的应急预案需涵盖灯管突发失效等故障处理。辽宁冠宇TOC脱除器运营成本
TOC 脱除器的选型需结合处理水量、进水 TOC 和出水目标。产品TOC脱除器生产
设备选型需遵循规范流程,首先要确定水质参数和处理要求,分析原水TOC浓度、UVT、浊度等关键参数,明确出水TOC目标值和处理水量、运行时间要求;接着初步确定紫外线剂量,参考类似项目经验或实验数据,中压紫外线TOC降解通常需要150-300mJ/cm²的剂量;然后根据处理水量、紫外线剂量和设备效率计算设备功率,公式为功率(kW)=紫外线剂量(mJ/cm²)×流量(m³/h)×1000/(3600×效率因子),效率因子通常取;随后选择合适的设备型号,综合考虑材质、结构、控制系统等因素,并参考制造商的技术参数和应用案例;之后进行技术经济分析,比较投资、运行和维护成本,评估设备可靠性和使用寿命,综合考量投资回报率。 产品TOC脱除器生产
- 浙江TOC脱除器降解实验 2026-06-05
- 浙江消解型TOC脱除器特点 2026-06-04
- 内蒙古净化型TOC脱除器特点 2026-06-03
- 黑龙江催化TOC脱除器技术原理 2026-06-03
- 河北TOC脱除器小知识 2026-06-03
- 浙江降解型TOC脱除器消毒需要多长时间 2026-06-03
- 山西吸附式TOC脱除器效果如何 2026-06-02
- 品牌TOC脱除器现货 2026-06-02
- 江西深度TOC脱除器如何操作 2026-06-01
- 辽宁净化型TOC脱除器源头工厂 2026-06-01
- 哪里TOC脱除器售后服务 2026-06-01
- 黑龙江电化学TOC脱除器消毒需要多长时间 2026-05-31