- 品牌
- 冠宇,鑫冠宇
- 型号
- toc脱除器
在化工生产过程中,会产生各种复杂的有机废水,其中含有大量的难降解有机物,导致废水的TOC含量居高不下。传统的水处理方法难以有效处理这类废水,而TOC脱除器凭借其先进的技术为化工废水处理提供了新的解决方案。高级氧化技术是TOC脱除器处理化工废水的关键手段之一,通过产生具有强氧化性的羟基自由基(·OH),对水中的有机物进行无选择性的氧化分解。在TOC脱除器中,可采用紫外线 - 过氧化氢联合高级氧化工艺。过氧化氢在紫外线的激发下产生羟基自由基,这些自由基具有极高的氧化电位,能够迅速攻击有机物分子,将其分解为小分子物质,然后转化为二氧化碳和水。此外,TOC脱除器还配备了在线监测系统,可实时监测出水TOC浓度,根据监测结果自动调整处理参数,确保处理效果稳定可靠,为化工行业的绿色发展提供有力支持。TOC 脱除器对难降解有机物的处理能力仍需技术突破吗?辽宁化验室用TOC脱除器源头工厂

在特殊且复杂的应用场景中,中压紫外线与低压**紫外线犹如两位各怀绝技的“环境卫士”,精细适配不同的水处理需求。中压紫外线堪称“多面处理高手”,特别适用于需要同步达成TOC降解与微生物灭活双重目标的场景。面对含有难降解有机物(例如苯醌等)的水体,它凭借强大的能量输出,能有效分解这些顽固物质,实现水质的深度净化。同时,在一些需要较高紫外线剂量的特殊工艺里,中压紫外线也能凭借其高剂量的紫外线辐射,确保处理效果达到预期标准,为特殊工艺的稳定运行提供可靠保障。而低压**紫外线则是“灵活应对”,在需要频繁启停的应用场景中优势尽显。由于中压紫外线设备频繁启停易影响其性能与寿命,低压**紫外线便成为此类场景的理想之选。此外,对于对紫外线波长有特殊要求(如254nm针对性消毒)的情况,以及安装空间有限、对设备体积要求较小的场景,低压**紫外线凭借其精细的波长控制与紧凑的设备设计,轻松满足多样化的应用需求。 设备TOC脱除器监测中压 TOC 脱除器的协同工艺能大幅提升难降解 TOC 去除率。

紫外线剂量是TOC中压紫外线脱除器的关键技术参数,直接影响TOC去除效果。其计算公式为Dose=Intensity×Time,单位通常为J/m²或mJ/cm²。在TOC去除过程中,通常需要较高的紫外线剂量,根据行业经验,紫外线剂量要求至少约为1500J/m²(即150mJ/cm²),只有达到足够剂量,才能有效降解水中的有机污染物,实现TOC的达标去除。紫外线强度的计算依赖于光学和几何学原理,通过构建紫外线在反应器中的辐照模型,如MPSS、MSSS、LSI等,推算紫外线强度分布,进而确定紫外线剂量。目前,许多紫外设备厂家会使用UVDIS软件来计算紫外线剂量,以确保设备能根据实际处理需求提供合适的紫外线强度和剂量。
在食品饮料行业,高纯度水堪称产品品质的“生命之源”。从清爽的瓶装水到浓郁的果汁饮料,从醇香的啤酒到营养的乳制品,高纯度水贯穿于生产的每一道工序,其质量直接决定着产品的口感、风味与安全性。而TOC中压紫外线脱除器,正是保障高纯度水品质的关键利器。该设备在去除水中有机污染物方面表现良好。它利用特定波长的紫外线,深入破坏有机物的分子结构,使其分解为无害的小分子物质,从而高效、彻底地去除水中的各类有机杂质。这一过程无需添加化学药剂,避免了二次污染的风险,确保了水的纯净与天然。有了TOC中压紫外线脱除器的守护,食品饮料企业能够稳定生产出符合严格卫生和安全标准的高纯度水。在生产线上,经过净化处理的水用于调配、清洗、杀菌等多个环节,为产品提供了安全可靠的基础。纯净的水质保证了产品的口感,让消费者品尝到原汁原味的饮品;同时,也延长了产品的保质期,减少了因水质问题导致的变质风险。随着消费者对食品饮料品质的要求日益提高,TOC中压紫外线脱除器的重要性愈发凸显。它不*是企业保障产品质量的得力助手,更是推动食品饮料行业健康、可持续发展的关键力量。 高浊度水体需预处理后,才能进入 TOC 脱除器高效处理。

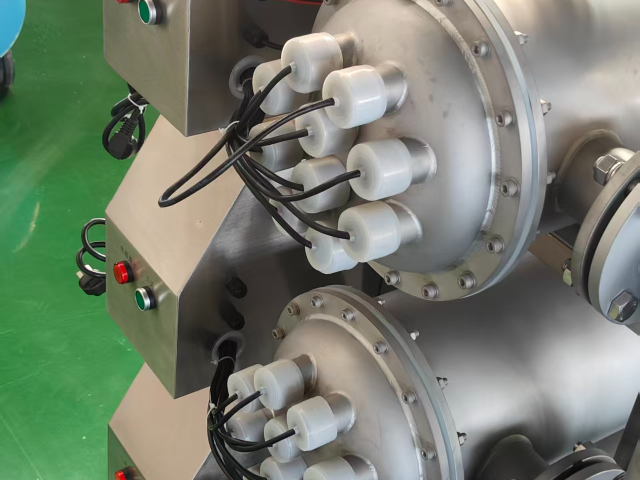
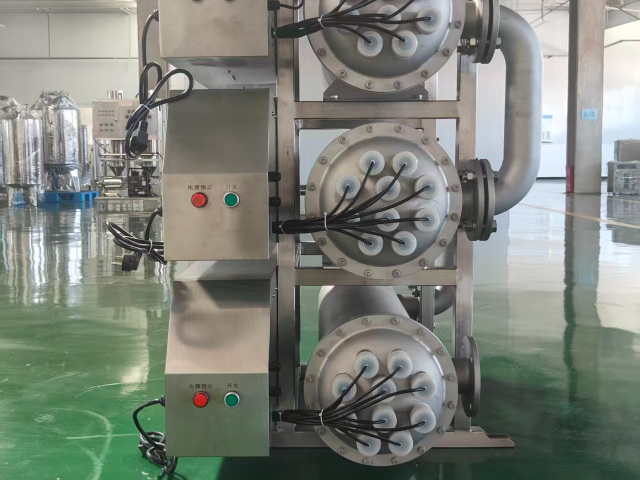
TOC中压紫外线脱除器是借助中压紫外线技术降解水中有机污染物的先进设备,其关键部件中压紫外线灯管内部汞蒸汽压力处于10⁴-10⁶Pa之间,单只灯管功率比较高能达7000W,可输出100-400nm多谱段连续紫外线。相较于传统低压紫外线技术,它具备更明显的优势,不*能提供更高的紫外线强度和剂量,减少灯管使用数量与反应器体积,还能通过多谱段输出更多面地降解有机物,同时借助高能光子打断有机物分子C-C键并产生羟基自由基,大幅提升TOC降解效率,此外还可与H₂O₂、TiO₂等工艺协同形成高级氧化工艺,进一步增强TOC去除效果。 TOC 脱除器的市场需求随环保政策趋严而持续增长;辽宁化验室用TOC脱除器源头工厂
远程监控功能让 TOC 脱除器的运维管理更加便捷高效!辽宁化验室用TOC脱除器源头工厂
未来几年,TOC中压紫外线脱除器将呈现多方面发展趋势。处理效率上,TOC降解效率有望从90%提升至95%以上,单位能耗降低20-30%;智能化水平进一步提高,人工智能和机器学习广泛应用,实现全自动控制和预测性维护;设备采用模块化和集成化设计,体积更小、安装维护更便捷,撬装式系统缩短项目周期;环保方面,无汞技术普及,节能设计和可回收材料应用增加,符合可持续发展要求;应用领域向新能源、生物医疗、环保治理等拓展,同时行业标准逐步完善,推动行业规范化发展。 辽宁化验室用TOC脱除器源头工厂
- 浙江消解型TOC脱除器源头工厂 2026-07-18
- 河北TOC脱除器费用 2026-07-18
- 江苏食品饮料行业用TOC脱除器高级在哪里 2026-07-17
- 山东高效TOC脱除器应用场景 2026-07-15
- 江苏净化型TOC脱除器特点 2026-07-15
- 河北催化TOC脱除器如何安装 2026-07-14
- 天津降解型TOC脱除器反应快速 2026-07-13
- 天津高效TOC脱除器消毒需要多长时间 2026-07-12
- 污废水处理TOC脱除器图片 2026-07-12
- 江西去除型TOC脱除器污水处理设备 2026-07-08
- 内蒙古冠宇TOC脱除器如何安装 2026-07-07
- 辽宁提纯用TOC脱除器如何安装 2026-07-06