- 品牌
- 冠宇,鑫冠宇
- 型号
- toc脱除器
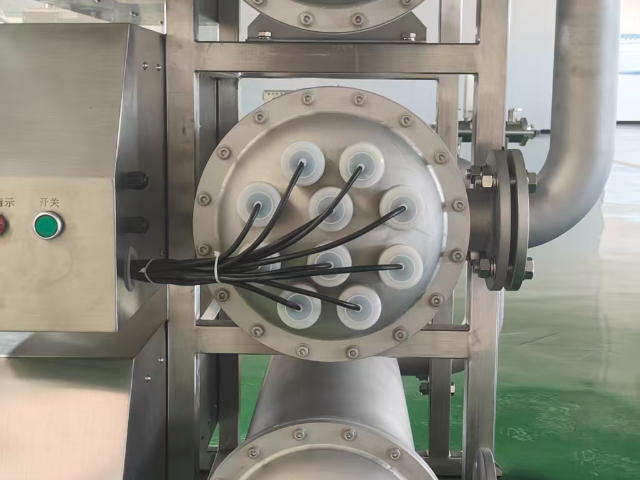
针对TOC中压紫外线脱除技术的发展,不同主体需采取相应策略。设备制造商应加大研发投入,突破关键技术,优化产品结构,从设备供应商向系统解决方案提供商转型,加强品牌建设和国际化布局;应用行业需科学选型,将设备与整体水处理系统协同优化,规范操作流程,加强水质监测和人员培训;行业监管部门要完善标准规范,建立认证体系,支持技术创新和应用示范,加强国际合作;投资者可关注前端企业和技术创新型企业,布局新兴应用领域,采取长期价值投资策略,共同推动行业健康可持续发展。 TOC 脱除器的反应器腔体多采用耐腐蚀的 316L 不锈钢材质。辽宁半导体行业用TOC脱除器实力厂家

在精细化工行业,生产过程中使用的原料和产生的中间体种类繁多,导致废水中的有机物成分复杂,TOC含量较高。TOC脱除器针对精细化工废水的特性,采用电芬顿氧化与紫外线催化相结合的工艺。电芬顿氧化是在电极反应的作用下,产生过氧化氢和亚铁离子,进而生成羟基自由基对有机物进行氧化分解。紫外线的加入可催化电芬顿反应,提高羟基自由基的产生效率,增强氧化能力。在TOC脱除器中,设有电解槽和紫外线照射装置,废水在电解槽中发生电芬顿反应,同时在紫外线的催化下,有机物被迅速氧化。通过这种电芬顿氧化-紫外线催化联合工艺,能够有效降低精细化工废水中的TOC含量,解决精细化工废水处理难题,实现行业的可持续发展。 辽宁半导体行业用TOC脱除器实力厂家高浊度水体需预处理后,才能进入 TOC 脱除器高效处理。

在金属加工行业,切削液、清洗剂等的使用会导致废水中含有大量的有机物,TOC含量较高。这些废水若未经处理直接排放,会对水体和土壤造成污染。TOC脱除器在金属加工废水处理中发挥着重要作用。针对金属加工废水的特性,可采用微电解与紫外线氧化相结合的工艺。微电解是利用铁碳填料在废水中形成原电池,产生具有氧化性的新生态氢和亚铁离子,对水中的有机物进行初步氧化分解。然后,经过微电解处理后的废水进入紫外线氧化单元,在紫外线的照射下,残留的有机物被进一步氧化为二氧化碳和水。微电解与紫外线氧化相结合的工艺不仅能够提高TOC的脱除效率,还能降低处理成本。在TOC脱除器的设计中,合理选择铁碳填料的种类和比例,优化微电解反应条件,同时控制紫外线的剂量和照射时间,确保废水处理效果稳定可靠。
中压TOC紫外线脱除技术正朝着多个方向创新发展,不断提升设备性能和环保水平。新型灯管技术方面,高效发光材料提高光电转换效率,多波长协同优化有机物降解效果,无汞灯管减少有害物质使用;反应器设计通过CFD和光学模拟优化流场和紫外线分布,模块化设计提升灵活性;智能控制技术引入自适应控制和预测性维护,结合大数据分析优化运行参数;协同处理技术与H₂O₂、光催化等结合增强降解能力;低能耗技术采用变频控制和余热回收,新材料应用则提高设备耐用性和反射率,这些创新推动技术向更高效、节能、环保方向迈进。 中压紫外线 TOC 脱除器利用多谱段紫外线降解有机污染物;
TOC中压紫外线脱除器凭借其净化性能,在诸多对水质有着极高要求的行业中大放异彩,电子半导体行业便是其中极具代表性的关键领域。在半导体制造的流程里,超纯水的质量直接关乎产品的品质。而超纯水制备环节,无疑是保障水质的关键步骤。此时,TOC中压紫外线脱除器展现出了无可比拟的优势。它拥有强大的净化能力,能够高效地将超纯水中的总有机碳(TOC)含量大幅降低,精细控制在1ppb以下的极低水平。这一出色的净化效果,完全契合SEMIF63等极为严苛的行业标准。对于半导体制造而言,晶圆清洗、光刻等关键工艺对水质的要求近乎苛刻。哪怕是极其微小的水质波动,都可能引发晶圆出现缺陷,或是导致其性能受损,进而严重影响整个生产的稳定性以及产品的良率。而TOC中压紫外线脱除器的应用,恰似为半导体生产加上了一层坚固的“水质保护盾”。它确保了进入关键工艺环节的超纯水始终保持,从源头上避免了因水质问题可能引发的各种风险,为半导体制造的稳定运行和产品的高良率提供了坚实可靠的保障,助力电子半导体行业在高质量发展的道路上稳步前行。 TOC 脱除器的使用寿命与材质、维护频率密切相关。山西消解型TOC脱除器特点
实验室用 TOC 脱除器需提供符合 ASTM D1193 标准的超纯水。辽宁半导体行业用TOC脱除器实力厂家
中压紫外线与低压**紫外线在多项技术参数和应用特性上差异明显。从灯管内部压力来看,中压紫外线为10⁴-10⁶Pa,低压**紫外线则低于10³Pa;单只灯管功率方面,中压比较高可达7000W,低压**一般小于100W,汞齐灯管比较高也只有800W。波长输出上,中压是100-400nm多谱段连续输出,低压**主要为254nm单一波长。这些差异使得中压紫外线更适合高流量、高TOC含量、复杂水质的处理场景,而低压**紫外线则在低流量、低TOC含量、简单水质场景中更具适用性。 辽宁半导体行业用TOC脱除器实力厂家
- 黑龙江什么是TOC脱除器安装方便 2026-06-08
- 河南紫外线TOC脱除器应用场景 2026-06-07
- 浙江提纯用TOC脱除器消毒需要多长时间 2026-06-07
- 山西净化型TOC脱除器哪里有卖 2026-06-06
- 河南芯片行业用TOC脱除器处理工艺 2026-06-06
- 浙江TOC脱除器降解实验 2026-06-05
- 浙江消解型TOC脱除器特点 2026-06-04
- 内蒙古净化型TOC脱除器特点 2026-06-03
- 黑龙江催化TOC脱除器技术原理 2026-06-03
- 河北TOC脱除器小知识 2026-06-03
- 浙江降解型TOC脱除器消毒需要多长时间 2026-06-03
- 山西吸附式TOC脱除器效果如何 2026-06-02


