双刀塔车铣复合机床通过配备两个单独刀塔,实现了复杂轮廓零件的高效加工。在航空零件制造中,某型号叶片需完成叶型曲面铣削、叶根螺纹车削以及叶尖孔系加工,传统加工需通过多次装夹和换刀完成,而双刀塔车铣复合机床可通过左侧刀塔完成叶型粗加工,右侧刀塔同步进行叶根精加工,实现“工序并行”。某航空企业采用该设备后,叶片的加工周期从10天缩短至4天,同时因减少装夹次数,叶型精度提升30%。其技术亮点在于双刀塔的单独控制与协同作业能力,通过数控系统精确分配加工任务,为复杂轮廓零件的制造提供了高效解决方案。国产车铣复合技术渐强,满足国内多数加工场景。河南车铣复合机

数控车铣复合机床通过与自动化系统的深度集成,成为现代的生产线中的关键节点。在3C产品制造中,某型号手机中框需完成外轮廓车削、摄像头孔铣削以及螺纹加工等多道工序,传统加工需通过人工操作多台设备,而数控车铣复合机床可通过与机器人、传送带的联动,实现“自动上下料-加工-检测”的全流程自动化。某电子企业引入该系统后,中框的单件加工时间从3分钟缩短至1分钟,同时因减少人工干预,产品不良率从2%降至0.5%。其中心价值在于通过数控系统与自动化设备的协同,推动了制造业向智能化、无人化方向发展。Y轴车铣复合生产厂家数控车铣复合按工艺加工,保证零件质量稳定。
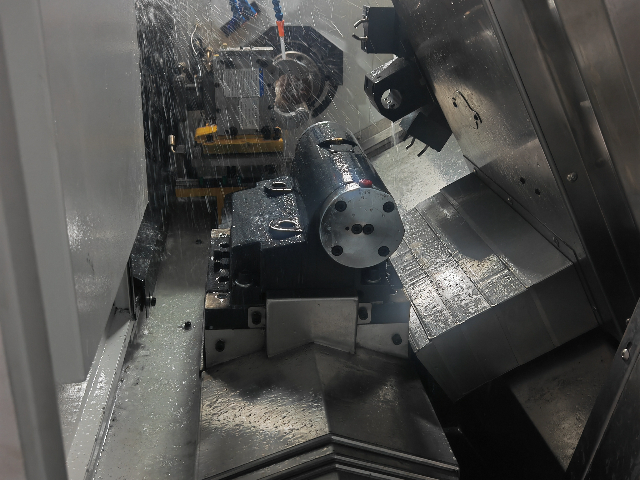
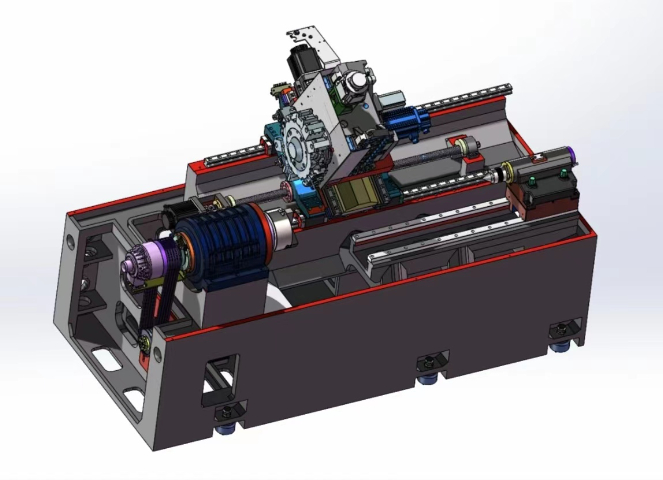
斜床身车铣复合机床以其独特的床身结构,在复杂轴类零件加工中展现出独特的优势。斜床身的设计使得排屑更加顺畅,减少了切屑对加工过程的干扰,提高了加工的稳定性和表面质量。在加工一些带有复杂槽型和螺纹的轴类零件时,斜床身车铣复合机床可以利用其车削和铣削功能,在一次装夹中完成轴的粗车、精车、铣槽和螺纹加工等工序。例如,在加工机械传动轴时,先通过车削将轴的基本尺寸加工出来,然后利用铣削功能在轴上加工出键槽和花键,然后进行螺纹加工。这种一体化的加工方式不只提高了加工效率,还保证了轴各部分尺寸的精度和位置精度,满足了复杂轴类零件的使用要求。
双刀塔车铣复合机床通过配备两个刀塔,实现了加工过程的协同作业。两个刀塔可以同时对零件的不同部位进行加工,提高了加工效率。在加工复杂零件时,双刀塔车铣复合机床能够合理分配加工任务,一个刀塔负责车削加工,另一个刀塔负责铣削加工,实现了车削和铣削的并行加工。而且,两个刀塔之间可以通过数控系统进行精确的同步控制,确保加工过程的协调性和一致性。例如,在加工机械零件的复杂曲面时,双刀塔车铣复合机床能够同时从不同方向对曲面进行加工,缩短了加工周期,提高了加工精度。小型车铣复合加工仪器零件,实现微小尺寸加工。

在机械制造领域,轴类零件的批量加工对生产效率和产品质量有着较高要求,双刀塔车铣复合机床在此方面展现出独特优势。双刀塔车铣复合机床配备两个单独刀塔,可同时进行不同工序操作。以加工电机轴为例,一个刀塔负责轴的外圆车削,快速将轴的基本直径尺寸加工到位;另一个刀塔则同步进行键槽铣削,在轴的指定位置精确开出键槽。这种并行加工模式,极大缩短了单个轴的加工时间。相比传统单刀塔机床需分步完成车削和铣削,双刀塔车铣复合减少了工件装夹次数,避免了因多次装夹带来的定位误差,保证了轴各部分尺寸的稳定性和一致性,有效提升了批量加工的效率和产品合格率。小型车铣复合加工玩具零件,实现多样造型加工。上海双刀塔车铣复合加工中心
刀塔式车铣复合刀具丰富,应对多种加工材质。河南车铣复合机
在机械制造领域,复杂轴类零件的批量生产对加工设备有着较高要求。双刀塔车铣复合机床凭借其独特设计,展现出强大的加工能力。它拥有两个单独的刀塔,每个刀塔都可配备多种刀具。在加工汽车传动轴时,一个刀塔能负责轴的粗车工序,快速去除大量余量,为后续精加工做准备;另一个刀塔则可同步进行铣削操作,在轴上加工出键槽、花键等关键结构。这种并行加工模式极大缩短了生产周期,以往需要多台机床、多次装夹才能完成的工序,如今在一台双刀塔车铣复合机床上就能高效完成。而且,由于减少了装夹次数,降低了因定位误差导致的零件尺寸偏差,保证了轴类零件各部分尺寸的稳定性和一致性,有效提升了产品的整体质量。河南车铣复合机