智能仓储对库存的掌控精细入微。借助物联网技术,每件货物都能实现实时追踪。贴附在货物上的RFID标签,如同货物的“电子身份证”,详细记录着货物的名称、规格、批次、生产日期等信息。仓库内的读写器网络能够实时采集这些数据,并上传至仓储管理系统。系统不*能精确显示库存数量,还能清晰知晓每件货物的位置。一旦库存数量发生变化,系统瞬间更新数据,生成库存动态报表。例如,在医药仓储中,药品的有效期管理至关重要。智能仓储系统能够根据药品的生产日期和有效期,自动进行批次管理,优先安排临近有效期的药品出库,有效避免药品过期浪费。同时,系统还能对库存进行智能预警,当库存低于安全阈值时,立即向相关人员发出提醒,确保企业生产或销售的连续性。 智能仓储系统灵活性强,可适应不同仓储布局与需求。金华大型智能仓储管理系统

制造业的仓储涉及原材料、零部件和成品存储管理,智能仓储助力企业实现高效生产与供应链协同。在原材料和零部件仓储方面,智能仓储系统依据生产计划,精细管理库存。通过实时监控库存水平,当库存低于安全阈值,自动触发补货提醒,确保生产线不间断。AGV可按生产指令,准时将所需原材料和零部件送至生产线指定位置,实现物料精细配送。对于成品仓储,智能仓储能快速完成产品入库、存储和出库操作。生产完成的产品经检验合格后,由自动化设备运送至存储区。当有订单需求时,迅速安排发货,提高客户响应速度。此外,智能仓储的数据统计与分析功能,能帮助企业优化生产计划、改进供应链管理,降低库存成本,提升生产效率。惠州全自动智能仓储解决方案系统自动分析数据,为智能仓储优化提供有力依据。

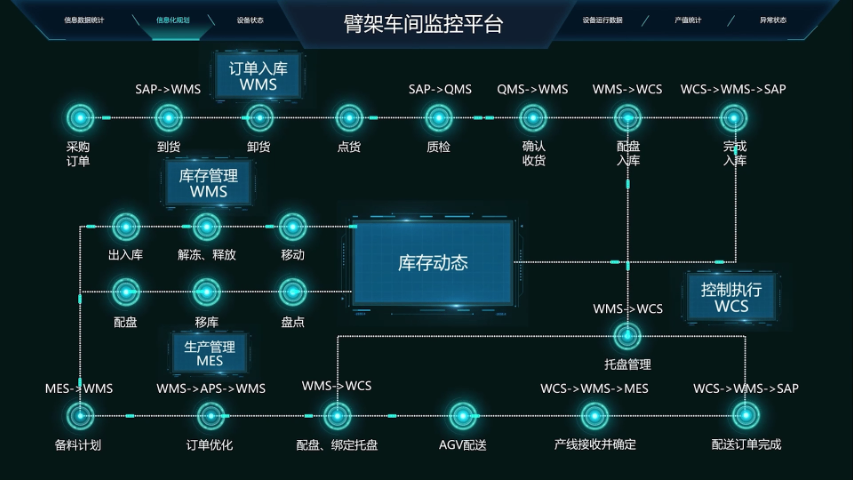
重要意义:智慧仓储主要聚焦物流多仓AGV密集作业、多AGV协同以及5G机器视觉等三大应用场景,填补了国内AGV领域多项空白,对仓储行业的数字化转型具有标志意义。智能仓储整体解决方案是指利用先进的信息技术、自动化技术和人工智能技术等,实现仓库管理的智能化、自动化。这种解决方案可以明显提高仓库的运作效率,减少人为错误,降低运营成本,并能更好地满足客户的需求。智能仓储和传统仓储的主要区别在于,智能仓储采用先进的信息技术和自动化设备来优化仓库操作,而传统仓储更多依赖人工操作和传统的记录方式。
未来前景,展望未来,智慧仓库技术将呈现以下几个发展趋势:首先,深度集成与供应链协同将成为行业新常态。随着数字化供应链体系的日益完善,智慧仓库将更加深入地融入上下游企业的业务环节中,实现从原材料采购到产品交付的全链条透明化与智能化管理。其次,人工智能与机器学习技术的运用将更加深入。AI和机器学习算法将进一步优化仓库作业流程中的各个环节,如智能路径规划、需求预测、自动补货等,从而提升决策的精确度与效率。智能标签嵌入物品信息,方便后续追踪和管理。

智能仓储的优势:1. 提高效率:自动化设备和智能系统明显提高仓储作业的速度,加快货物的处理和流转。2. 减少错误:自动化识别与处理系统减少了人为操作的错误,提高了作业准确性。3. 降低成本:长期来看,通过减少人工成本和优化资源使用,智能仓储能明显降低整体运营成本。4. 增强可扩展性:智能仓储系统通常设计有扩展性,可根据业务增长灵活调整,易于升级和扩展。5. 提升可靠性和安全性:智能仓储系统集成了多种安全措施,如机器人安全传感器,确保操作的安全性。6. 优化客户体验:快速精确的物流服务提升了客户的满意度和忠诚度。7. 环境友好:智能系统通过优化路线和减少能源消耗,促进绿色物流实践。智能包装系统根据物品属性自动生成较优配送方案。珠海智能仓储设计
智能防盗系统通过人脸识别和视频监控保障库房安全。金华大型智能仓储管理系统
电子行业产品更新换代快、价值高、对存储环境敏感,智能仓储有助于企业应对这些挑战。电子元器件通常体积小、数量多,对存储和搬运的精细度要求极高。智能仓储采用高精度自动化设备,如小型AGV和精密分拣机器人,能够准确处理微小的电子元器件,避免因人工操作不当造成损坏。同时,电子行业生产节奏快,智能仓储系统与生产系统紧密集成,依据生产计划实时配送原材料和零部件,保障生产线高效运转。在成品存储方面,通过环境监测与调控设备,为电子产品营造适宜的存储环境,防止静电、潮湿等因素影响产品质量。此外,智能仓储的库存管理功能可实时掌握各类电子产品库存动态,帮助企业合理规划生产,避免库存积压或缺货,提高资金周转率。金华大型智能仓储管理系统