市场现状:行业现状,近年来,随着物流行业的快速发展和电商行业的崛起,中国智能仓储市场得到了迅速发展。越来越多的企业开始重视智能仓储系统的建设,以提高仓储效率和降低运营成本。目前,中国智能仓储市场已经形成了较为完整的产业链,包括设备制造商、系统集成商、软件开发商等。在设备制造商方面,国内已经涌现出了一批具有竞争力的企业,如上海振华重工、科沃斯机器人等。这些企业在自动化立体仓库、智能货架系统、机器人仓储系统等领域具有较强的技术实力和市场份额。预测性维护通过传感器数据降低设备故障发生几率。金华自动化智能仓储自动化设备厂家

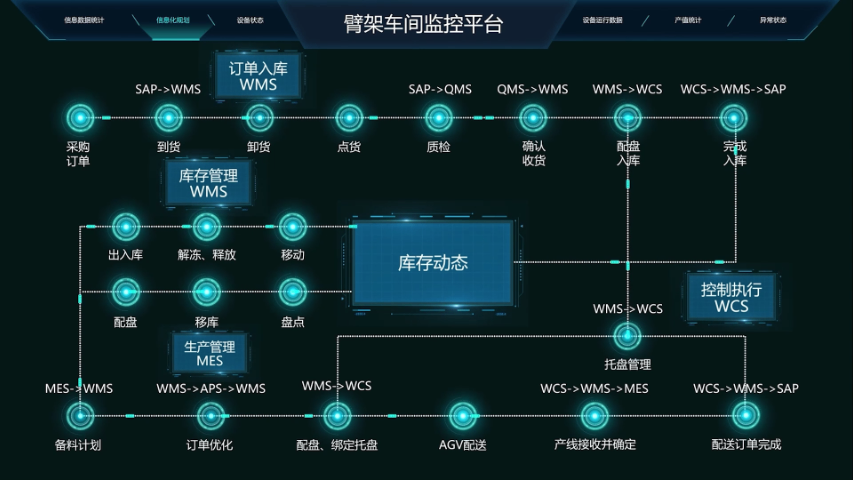
重要意义:智慧仓储主要聚焦物流多仓AGV密集作业、多AGV协同以及5G机器视觉等三大应用场景,填补了国内AGV领域多项空白,对仓储行业的数字化转型具有标志意义。智能仓储整体解决方案是指利用先进的信息技术、自动化技术和人工智能技术等,实现仓库管理的智能化、自动化。这种解决方案可以明显提高仓库的运作效率,减少人为错误,降低运营成本,并能更好地满足客户的需求。智能仓储和传统仓储的主要区别在于,智能仓储采用先进的信息技术和自动化设备来优化仓库操作,而传统仓储更多依赖人工操作和传统的记录方式。中山数字孪生智能仓储收费标准智能仓储降低劳动强度,解放了劳动力,让员工能够将精力投入到更具增值的工作中。

货物在传统仓储过程中,由于搬运不当、存储环境不适宜等原因,容易造成损耗。智能仓储通过优化作业流程和提供适宜的存储环境,能够有效减少货物损耗。自动化设备在搬运和存储货物时,能够按照预设的程序和参数进行操作,避免因人为操作不当导致的货物碰撞、挤压等损坏。同时,智能仓储系统对仓库的温湿度、光照、通风等环境因素进行精细控制,确保货物始终处于比较好存储条件。对于一些对存储环境要求较高的货物,如药品、精密仪器等,智能仓储的环境控制功能尤为重要,能够很大程度地减少货物因环境因素而产生的质量下降和损耗,降低企业的经济损失。
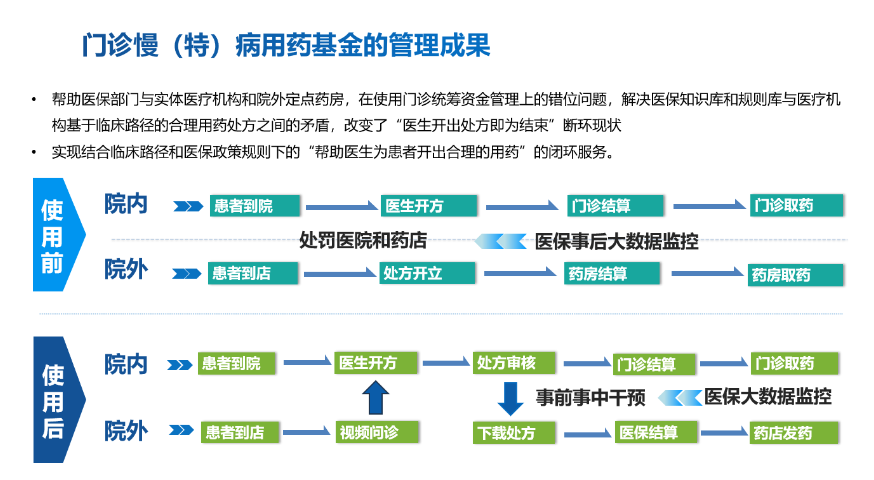
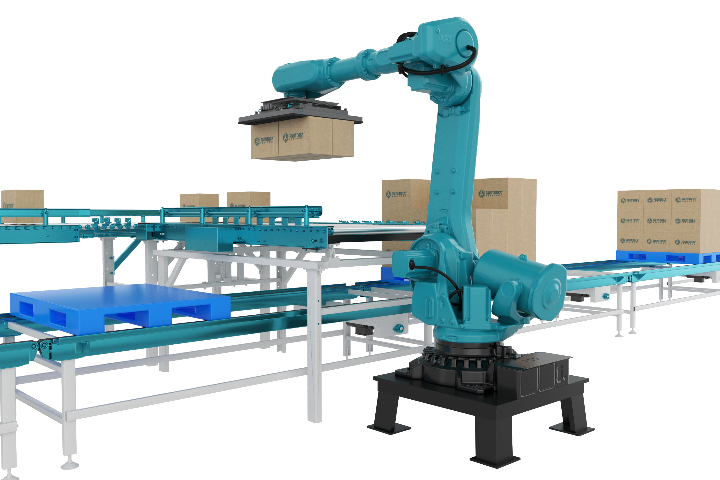
智能仓储的应用场景:1.食品饮料仓储,食品饮料行业的仓储对卫生要求较高,人工操作容易带来交叉污染等问题。智能仓储系统可以通过智能物流、仓储设备和库存管理系统等,实现自动化的库存管理和物流流程控制,减少人工干预对卫生造成的影响,提高饮品品质。2.医药仓储,在医药领域中,药品对质量、温度和湿度等要求严格。传统的人工管理方式难以保证药品的质量,智能仓储系统则可以通过自动化物流和智能设备,实现对温度和湿度的精确控制,保证药品的质量和安全。自动化设备在智能仓储中大行其道,自动拣选、分类和打包明显减少了人工成本,提升了工作效率。

智能仓储标准的作用:1. 提升仓储效率:智能仓储标准通过规范仓储作业流程,优化设备配置与调度,实现仓储作业的自动化与智能化。这不*可以大幅降低人工操作成本,提高作业效率,还能有效减少人为错误,提升仓储管理的精确度。2. 保障仓储安全:智能仓储标准强调对仓储设备、系统及作业环境的全方面监控与管理,确保仓储作业过程中的安全。通过引入先进的安防技术,如智能监控、报警系统等,可以有效预防火灾、偷走等安全隐患,保障仓储物资的安全。动态调整出库路径减少运输资源的浪费和时间延误。肇庆冷库智能仓储管理系统
仓内环境传感器实时记录温湿度数据,便于后续分析。金华自动化智能仓储自动化设备厂家
未来前景,展望未来,智慧仓库技术将呈现以下几个发展趋势:首先,深度集成与供应链协同将成为行业新常态。随着数字化供应链体系的日益完善,智慧仓库将更加深入地融入上下游企业的业务环节中,实现从原材料采购到产品交付的全链条透明化与智能化管理。其次,人工智能与机器学习技术的运用将更加深入。AI和机器学习算法将进一步优化仓库作业流程中的各个环节,如智能路径规划、需求预测、自动补货等,从而提升决策的精确度与效率。金华自动化智能仓储自动化设备厂家