物联网(IoT)的应用:物联网技术通过传感器和RFID标签,为数字仓库提供了实时追踪的能力。这一关键技术无缝融入智能仓储系统,从而强化了库存管理,并进一步优化了虚拟和现代化仓库的运营效率。行业概念:智能仓储,是指利用物联网、大数据、云计算、人工智能等先进技术,实现仓储环节的自动化、信息化、智能化管理,以提高仓储效率、降低运营成本、优化资源配置的一种新型仓储模式。智能仓储通过智能化的设备和系统,实现货物从入库、存储、出库等各个环节的精确控制,为企业提供高效、便捷、安全的仓储服务。增强现实技术在智能仓储中的应用,不*提高了作业效率,还改善了员工的培训体验。中山数字孪生智能仓储自动化设备厂家

物流仓储智能系统的出现,为企业物流仓储管理带来了巨大的转变和提升。中国对立体仓库及其物料搬运设备的研制开始并不晚,1963年研制成头一台桥式堆垛起重机,1973年开始研制中国头一座由计算机控制的自动化立体仓库(高15米),该库1980年投入运行。到2003年为止,中国自动化立体仓库数量已超过200座。立体仓库由于具有很高的空间利用率、很强的入出库能力、采用计算机进行控制管理而利于企业实施现代化管理等特点,已成为企业物流和生产管理不可缺少的仓储技术,越来越受到企业的重视。江门立体仓库智能仓储自动化设备厂家全流程智能化的仓储管理,减少了人为干预,提高了数据处理的准确性。

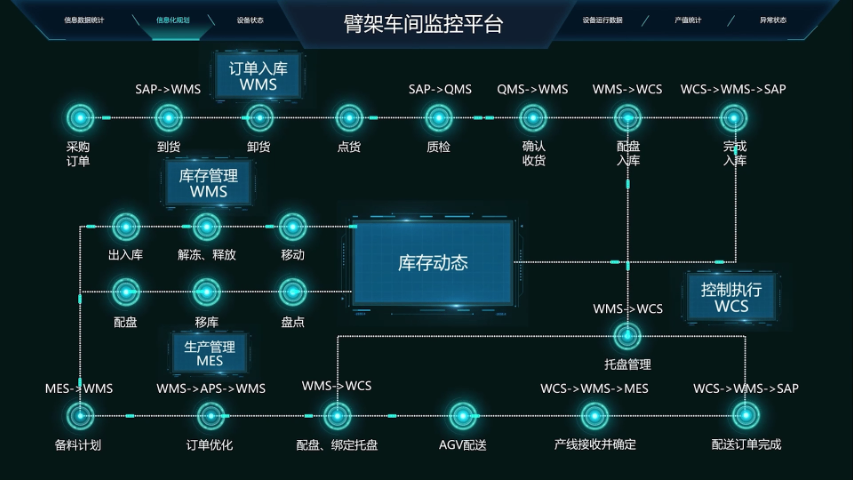
智能共享仓是帮助中小型电商进行低成本管理的智慧仓库。智能仓储一般是由立体货架、有轨巷道堆垛机、出入库输送系统、信息识别系统、自动控制系统、计算机监控系统、计算机管理系统以及其他辅助设备组成,并且还要借助当下较火热的物联网技术,通过先进的控制、总线、通讯等手段,实现对各类设备的自动出入库作业。智能仓储是物流过程的一个环节,合理保持和控制企业库存。通过科学的编码,还可方便地对库存货物的批次、保质期等进行管理。利用系统管理功能,更可以及时掌握所有库存货物当前所在位置,有利于提高仓库管理的工作效率。
冷链物流行业对温度控制要求极高,智能仓储是保障冷链产品质量的关键。冷链智能仓储配备高精度温控系统,可根据不同产品需求,精确控制各个存储区域温度,确保温度波动在极小范围内。同时,采用先进的保温材料和密封技术,减少冷量散失。在货物出入库环节,自动化设备快速操作,减少货物暴露在常温环境的时间。智能仓储管理系统实时监控库存货物的温度、位置等信息,一旦温度异常,立即报警并采取措施。此外,系统还能根据订单和配送计划,合理安排货物存储和出库顺序,确保冷链产品在整个物流过程中始终处于适宜温度环境,保障产品品质和安全。智能仓储与智慧城市的结合,推动了城市物流的绿色发展与可持续性。

以下是它们的区别及智能仓储的优势:区别:1. 技术应用:智能仓储利用物联网、大数据、云计算等技术进行高效管理,而传统仓储主要依靠人工作业和纸质记录。2. 自动化水平:智能仓储通过自动化设备如自动引导车、机器人、自动存取机等实现快速准确的货物处理,传统仓储多依赖人工搬运和拣选。3. 信息管理:智能仓储使用仓储管理系统等集成化的管理软件,实现实时数据更新与共享,传统仓储的信息传递速度较慢,容易出现信息滞后或错误。4. 效率与准确性:智能仓储系统通过优化的算法和机器自动化减少了人为误差,提高了操作速度和准确性,传统仓储因手动操作导致效率较低,错误率较高。5. 空间利用:智能仓储通过系统优化货物的存储布局,有效利用空间,而传统仓储的空间利用通常不够高效。自动化包装设备减少包装材料的浪费和人力成本。化妆品智能仓储价位
自动识别技术减少了物流中的运输错误和损坏率。中山数字孪生智能仓储自动化设备厂家
仓库托盘货架:HashMicro软件中的高效仓库技术可帮助企业高效管理托盘货架,提升空间利用率和可访问性。该数字仓库功能充分利用垂直空间,实现安全、有序的库存存储。仓库深度报告:通过HashMicro仓储技术,企业可获取详细的库存水平和业务绩效报告。这些智能仓储功能为企业提供深入洞察,助力其做出明智的决策。综上所述,智能仓库对于现代企业而言至关重要,它不*提升效率、减少错误,更有助于优化库存管理。借助HashMicro等先进技术,企业能够更快、更准确地响应客户需求,从而在激烈的市场竞争中保持先进地位。中山数字孪生智能仓储自动化设备厂家