- 品牌
- 四川川奥密封件有限公司
- 型号
- 齐全
安装前的准备工作:彻底检查与清洁:密封腔体检查: 在安装新密封前,必须对设备的密封腔(或称密封箱)进行彻底检查。确保腔体内壁光滑,无划痕、锈蚀、毛刺或任何可能损伤密封元件的缺陷。任何微小的瑕疵都可能在高速旋转下对密封面造成致命伤害。极好清洁: 这是较关键的一步。必须使用无绒布和专门使用清洗剂(如酒精等,需与密封材质兼容)仔细清洗轴/轴套、密封腔体以及所有压盖螺栓孔。确保没有任何灰尘、金属碎屑、旧密封垫片残留或油污。任何微小的颗粒物都可能成为泄漏点或磨损源。剖分式机械密封径向跳动量允许值≤0.5mm,对设备振动有较强耐受性。湖南单剖分式机械密封工作原理

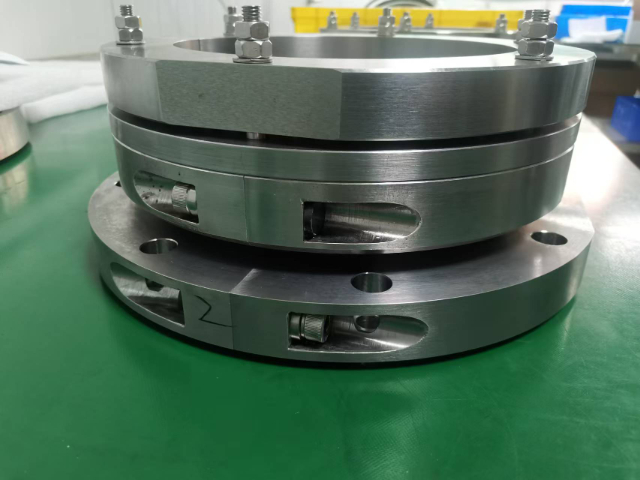
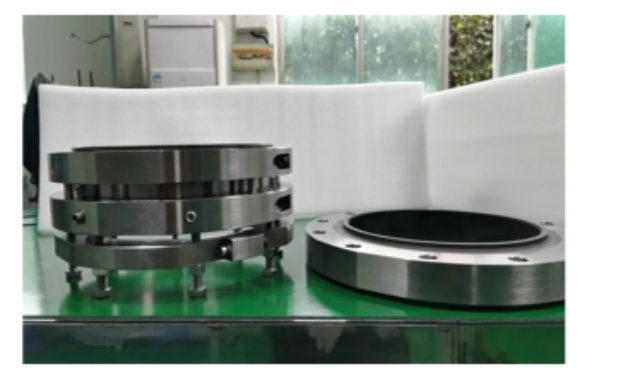
剖分式机械密封的突出特性,首先淋漓尽致地体现在其无法比拟的安装与维护便捷性上。在诸如大型水泵、大型风机、大型搅拌反应釜、水下推进器等庞大或与复杂管线相连的设备上,若采用整体式密封,更换作业犹如“心脏外科手术”,往往需要吊装整个转子部件,断开众多相连管道与电缆,耗时动辄数小时甚至数天。而剖分式密封的到来,将这场“开胸手术”变成了“微创介入”。维护人员无需大规模拆卸设备主机,只需在有限的轴向和径向空间内,即可将剖分的密封组件逐件安装或更换于轴系之上,然后通过精密的定位销和紧固件将其合并为一个完美的整体。这种革新性的安装方式,能将传统需要数小时的停机时间压缩至几十分钟,极大地提升了设备可用性,对于追求“时间即效益”的现代流程工业而言,其价值无可估量。河南剖分式机械密封规格可通过增加冲洗液流量降低密封面温度,延长使用寿命。
日常维护与故障排查:1. 定期巡检:建立日常巡检制度,通过“看、听、摸”的方式进行检查。看: 观察是否有可见的异常泄漏(介质颜色变化可能暗示磨损材质)、密封外部是否有结晶或沉积物。听: 倾听设备运行是否有异常摩擦噪音。摸: 在确保安全的前提下,触摸压盖部位感受温度是否异常升高。2. 备件管理:储存剖分式密封备件时,应原包装存放于阴凉、干燥、避光的环境中,远离臭氧源(如电机)、热源和化学试剂。避免密封圈过早老化或密封端面受潮变质。
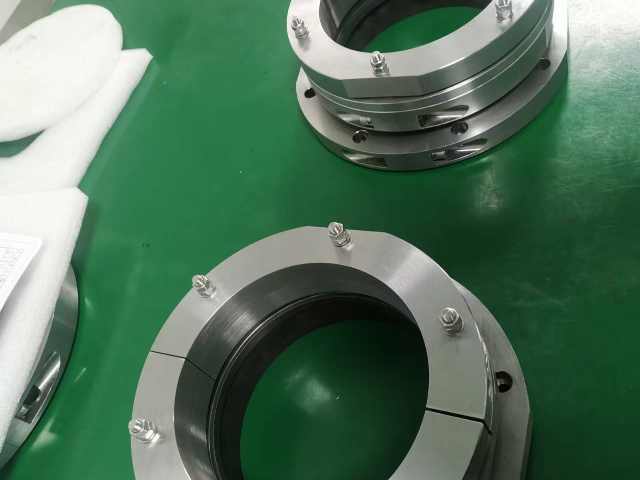
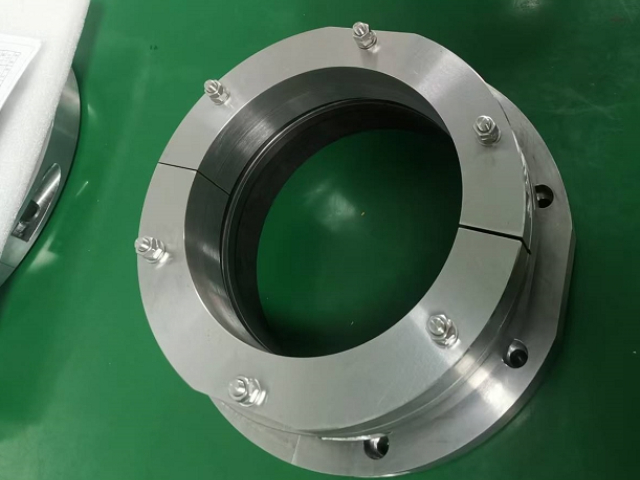
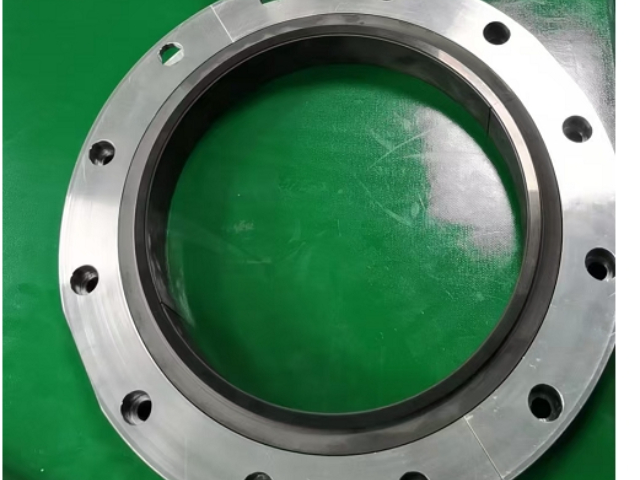
从结构上看,剖分式机械密封主要由以下六大主要部件组成,各部件协同作用,共同实现密封功能:动环组件:与设备转子(如泵轴)同步旋转,是密封端面的运动部分。动环通常采用硬质材料(如碳化硅、氧化铝陶瓷、硬质合金),以保证端面的耐磨性与平整度。为实现剖分,动环被分割为 2-4 瓣,瓣与瓣之间通过定位销或卡槽精确对接,拼接后通过紧定螺钉或卡箍固定在轴套上,确保旋转时无相对位移。静环组件:固定在设备壳体(如泵体)上,是密封端面的静止部分。静环材料需与动环匹配,常见组合为 “碳化硅 - 碳化硅”“硬质合金 - 石墨”,前者适用于高磨损、强腐蚀工况,后者则更注重密封端面的润滑性。静环的剖分方式与动环对应,拼接后通过防转销限制周向转动,避免因介质冲刷导致静环偏移。安装时需在密封面上涂抹专属润滑脂,减少启动摩擦。

传统的整体式机械密封犹如一件严丝合缝的铠甲,虽具备基础防护功能,但在面对大型、重型设备的庞然大物时,却显得力不从心。想象一下,当一台巨型的反应釜或是高功率的电机亟待检修,若要拆除那紧紧包裹着轴套的整体式密封进行替换,不*需耗费大量时间拆解周边复杂的管路、支架,还可能因吊装作业对设备本体造成潜在损伤。此时,剖分式机械密封的独特魅力便得以凸显——它采用巧妙的剖分结构设计,如同为密封赋予了“拆分魔法”。现场安装时,无需繁琐地拆卸整个设备,只需轻松分开两半密封组件,即可便捷地将其套装到轴上,随后精确合拢并紧固,较大程度上缩短了停机时间,提高了设备的可用率。这对于连续性生产要求极高的化工、石化等行业而言,无疑是巨大的福音,每一次快速的抢修重启,都意味着可观的经济效益得以保留。剖分式机械密封的出现,革新了传统机械密封的安装和维护模式。湖南釜用剖分式机械密封行价
剖分式机械密封分体式结构便于在线检修,无需停机即可更换磨损部件。湖南单剖分式机械密封工作原理
剖分式机械密封的基本概念与结构组成:剖分式机械密封本质上是一种 “可拆分” 的接触式机械密封,其主要设计思路是将传统整体式密封的静环、动环、密封圈等关键部件,按照特定的剖分面(通常为轴向或径向)分割为 2-4 瓣,再通过专门使用定位机构与紧固组件拼接成完整的密封单元。这种设计既保留了机械密封 “靠动静环端面贴合实现密封” 的主要原理,又解决了大型设备密封拆装困难的痛点。剖分式机械密封的主要工作原理:剖分式机械密封的工作原理基于 “接触密封” 与 “流体膜密封” 的协同作用,其主要是通过动静环端面的紧密贴合,阻断介质泄漏通道,同时利用介质自身的粘性与压力,在密封端面间形成一层极薄的润滑膜,减少端面磨损,延长密封寿命。湖南单剖分式机械密封工作原理
剖分式机械密封的技术发展趋势与未来展望:随着工业设备向大型化、高参数化(高温、高压、高转速)与智能化方向发展,剖分式机械密封的技术也在不断创新,未来将呈现以下发展趋势:材料技术升级:更高性能的耐蚀、耐磨材料应用。传统剖分式密封的动静环材料以碳化硅、硬质合金为主,虽能满足多数工况需求,但在极端恶劣工况(如超高温>500℃、强腐蚀介质如浓硝酸、含固体颗粒的高速浆液)下,仍存在寿命短、密封失效风险高的问题。未来,将更多采用新型复合材料,如陶瓷基复合材料(CMC)、金属基复合材料(MMC),这类材料具有更高的耐高温性(可承受 800℃以上高温)、耐腐蚀性(可抵抗强酸碱介质)与耐磨性(比传统碳化硅高 3...
- 山西全剖分式机械密封工作原理 2026-04-02
- 天津泵用剖分式机械密封市价 2026-04-01
- 湖南双端面剖分式机械密封型号 2026-03-31
- 山西单端面剖分式机械密封定制价格 2026-03-31
- 北京反应釜用剖分式机械密封批发 2026-03-31
- 贵州全剖分式机械密封行价 2026-03-30
- 河南全剖分式机械密封制造商 2026-03-30
- 山西剖分式机械密封现货直发 2026-03-30
- 河北剖分式机械密封厂家直销 2026-03-29
- 甘肃泵用剖分式机械密封制造商 2026-03-28
- 福建双端面剖分式机械密封市价 2026-03-21
- 深圳标准型剖分式机械密封制造商 2026-03-20
- 云南单端面剖分式机械密封价位 2026-03-17
- 甘肃全剖分式机械密封 2026-03-15
- 广西单剖分式机械密封价格 2026-03-14
- 山东泵用剖分式机械密封怎么样 2026-03-13




- 湖北金属波纹管机械密封定制 07-02
- 陕西集装式金属波纹管机械密封厂家 07-01
- 河南静止金属波纹管机械密封 07-01
- 山西厌氧罐搅拌器机械密封价格 07-01
- 福建反应釜金属波纹管机械密封供应 06-30
- 重庆静止金属波纹管机械密封厂家供应 06-30
- 福建金属波纹管机械密封厂家精选 06-30
- 陕西单端面金属波纹管机械密封安装 06-29
- 湖南波纹管搅拌器机械密封尺寸 06-29
- 福建原装搅拌器机械密封 06-29