- 品牌
- 四川川奥密封件有限公司
- 型号
- 齐全
机械密封的正常运行与维护问题。启动前的准备工作及注意事项:(1)对机械密封、辅助装置和管道安装进行全方面检查,确保其完整并符合技术要求。(2)在启动机械密封之前,进行静态压力测试,检查是否有泄漏现象。如果存在明显泄漏,找出原因并消除它。如果仍然无效,拆卸并检查,然后重新安装。通常,静态压力测试压力为2~3公斤/平方厘米。(3)将联轴器朝泵的方向转动,检查是否自由均匀。如果联轴器卡住或不移动,检查装配尺寸是否正确或安装是否合理。整体式设计减少零件数量,降低故障率。湖南高温金属波纹管机械密封制造

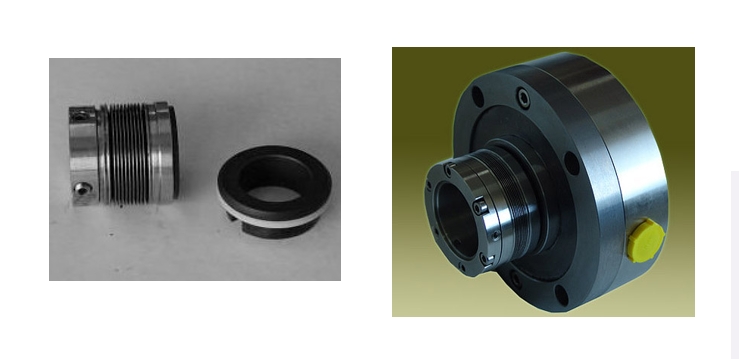
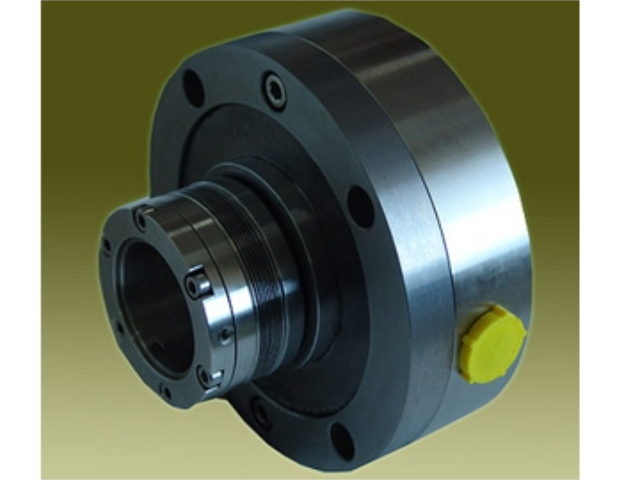
部件检查与确认:在打开包装、接触密封件之前,这是头一道也是较重要的防线。完整性核验:拆开包装后,对照产品图纸或供货清单,仔细核对所有部件是否齐全,包括密封本体、垫片、紧固件、定位工具等。确认波纹管组件(动环部分)与静环组件(密封座部分)型号匹配。外观与清洁度检查:在光线充足、洁净无尘的环境下,仔细检查所有密封部件。波纹管:用肉眼或低倍放大镜检查波纹管每一道波峰、波谷,确保无任何凹陷、裂纹、焊接缺陷或异常变形。特别注意波纹管根部与端盖、动环座的焊接区域,必须完整、光滑,无焊渣或气孔。用手轻轻沿轴向拉伸和压缩波纹管(力度需极轻),感受其弹性是否均匀、顺畅,有无卡涩感。深圳金属波纹管机械密封哪家好四川川奥提供从选型、安装到维护的全流程支持,确保密封效能较大化。

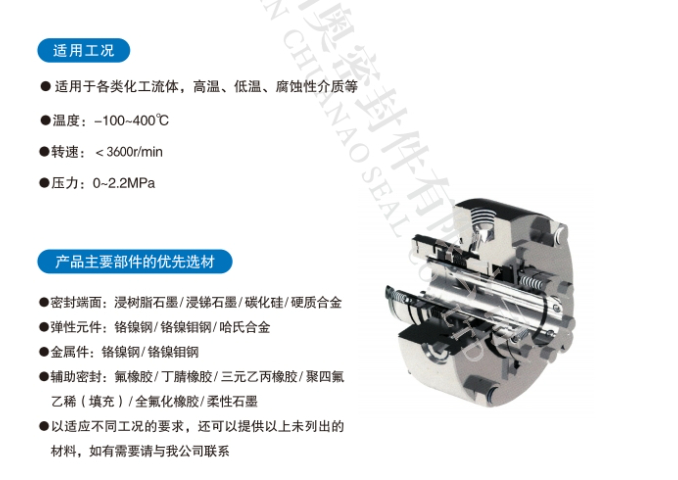
常用垫圈性能:(1)金属包皮垫圈:金属既有良好的耐温耐压性能,又有良好的弹性。包皮材料有铝、铜、低碳钢、不锈钢、蒙乃尔合金等。里面填充材料有石棉、聚四氟乙烯、玻璃纤维等。(2)波形垫圈:具有压紧力小,密封效果好的特点。常采用金属与非金属组合的形式。(3)金属异性垫圈:透镜垫圈:有自紧作用,使用于高压阀门。椭圆形垫圈:也属于高压自紧垫圈。锥面双垫圈:用于高压内自紧密封。此外,还有方形、菱形、三角形、齿形、燕尾形、B形、C形等,一般只在高中压阀门中使用。
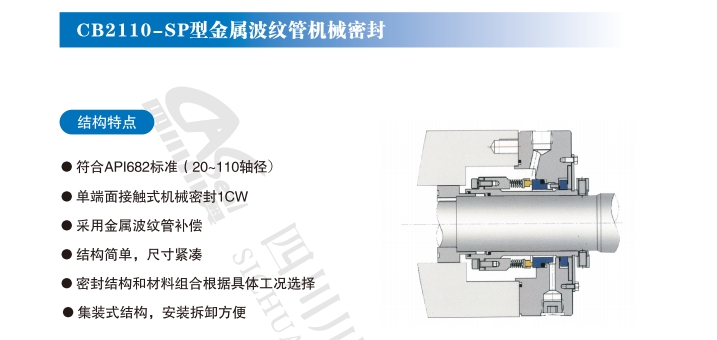
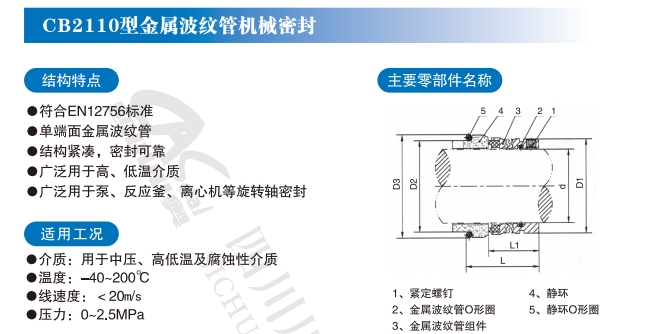
金属波纹管机械密封的基本概念与结构:1.定义与组成:金属波纹管机械密封是一种通过波纹管元件实现运动部件之间的密封。它主要包括动环、静环和波纹管等关键组件。其中,波纹管作为主要部件,通过弹性变形补偿轴的径向移动和振动,从而保持密封面的紧密接触。主要组成:动环与静环:分别安装在旋转轴和固定部件上,负责直接的密封功能。金属波纹管:连接动环和静环,提供弹性支撑并吸收振动。辅助结构:包括弹簧、卡圈等,用于增强密封效果或调整组件位置。2 工作原理:在设备运行过程中,旋转轴带动动环运动,通过金属波纹管的弹性变形,使动环与静环保持紧密接触。这种设计不*有效防止了介质泄漏,还能适应因温度、压力等变化引起的部件热膨胀和振动。金属波纹管可吸收和缓冲来自轴的轻微挠曲,保护密封端面免受损伤。
机械密封作过程中应注意的事项:安装说明:a.安装过程中应特别注意避免安装偏差。(1)紧固盖应与联轴器对齐后安装,螺栓应均匀拧紧,以防止盖端面偏离。用塞尺检查每个点,误差不应超过0.05毫米。(2)检查紧固盖与轴或轴套外径之间的配合间隙(即同轴度),应在所有侧面均匀。用塞尺检查每个点,允许偏差不应超过0.01毫米。b.弹簧的压缩量应按规定的要求进行,不允许过大或过小。误差应在2.00毫米以内。过大会增加端面压力比,加速端面磨损。过小会导致压力比不足,无法实现密封效果。c.安装运动环后,确保其能在轴上灵活移动。运动环应被压向弹簧并应自动回弹。金属波纹管机械密封结构紧凑,可有效补偿轴向与径向位移,提升设备运行稳定性。海南集装式金属波纹管机械密封批发价格
密封环采用热装工艺,避免键槽泄漏风险。湖南高温金属波纹管机械密封制造
密封本体的安装:推入,而非敲入:将预装好的密封组件(通常是卡筒式整体)沿轴向平顺、均匀地推入安装位置。必须使用专属安装套筒或对开式卡具,确保压力均匀施加在密封的硬质部位(如压盖或动环座),一定禁止直接敲击或挤压波纹管、静环等脆弱部件。对准与定位:确保密封组件与轴完全同心,无任何偏斜。对于卡筒式密封,推至定位台阶或测量定位尺寸后,先轻轻拧紧固定螺钉(通常为对角的2颗),再用塞尺检查压盖与设备法兰之间的间隙是否均匀,确认无误后,再按对角、交叉、多次、逐级的原则,均匀上紧所有螺栓至规定扭矩。过大的扭矩会导致压盖变形,破坏密封面平行度。湖南高温金属波纹管机械密封制造
安装中——精确操作的毫厘艺术。这是较关键的实操环节,需要耐心、细心和正确的工具。安装步骤与主要要点:建议在洁净的工作台上进行预组装,然后再整体安装到设备上。辅助密封圈的安装:在确认洁净的O形圈、轴套表面均匀涂抹一层薄薄的、与介质相容的润滑剂(如硅脂、氟化脂)。这能极大减少安装阻力,防止密封圈滚动、扭曲或剪切。安装时,务必用手平推O形圈至沟槽,严禁用尖锐工具“撬”或“滚”,也绝不允许“拉伸”O形圈使其越过台阶。必须确保O形圈完全、平整地落入沟槽,无任何扭曲、挤出或“麻花”状。优良的抗结焦性能,使金属波纹管机械密封在易结晶、易聚合的工艺介质中表现出明显优势。四川旋转金属波纹管机械密封厂家精选介质特...
- 四川耐低温金属波纹管机械密封规格 2026-07-04
- 天津高压金属波纹管机械密封批发价格 2026-07-03
- 河北静止金属波纹管机械密封厂家直销 2026-07-02
- 湖北金属波纹管机械密封定制 2026-07-02
- 陕西集装式金属波纹管机械密封厂家 2026-07-01
- 河南静止金属波纹管机械密封 2026-07-01
- 福建反应釜金属波纹管机械密封供应 2026-06-30
- 重庆静止金属波纹管机械密封厂家供应 2026-06-30
- 福建金属波纹管机械密封厂家精选 2026-06-30
- 陕西单端面金属波纹管机械密封安装 2026-06-29
- 山西高温金属波纹管机械密封非标定制 2026-06-27
- 湖北焊接金属波纹管机械密封制造 2026-06-27
- 河南单端面金属波纹管机械密封尺寸 2026-06-26
- 甘肃高压金属波纹管机械密封供应商 2026-06-26
- 四川高温金属波纹管机械密封市场价格 2026-06-26
- 甘肃四氟金属波纹管机械密封现货直发 2026-06-25


- 四川耐低温金属波纹管机械密封规格 07-04
- 重庆双端面搅拌器机械密封厂家 07-04
- 天津不锈钢搅拌器机械密封结构 07-03
- 陕西立式搅拌器机械密封定制 07-03
- 天津高压金属波纹管机械密封批发价格 07-03
- 河北静止金属波纹管机械密封厂家直销 07-02
- 深圳双端面搅拌器机械密封尺寸 07-02
- 湖北金属波纹管机械密封定制 07-02
- 陕西集装式金属波纹管机械密封厂家 07-01
- 河南静止金属波纹管机械密封 07-01