- 品牌
- 四川川奥密封件有限公司
- 型号
- 齐全
机械密封作过程中应注意的事项:安装说明:a.安装过程中应特别注意避免安装偏差。(1)紧固盖应与联轴器对齐后安装,螺栓应均匀拧紧,以防止盖端面偏离。用塞尺检查每个点,误差不应超过0.05毫米。(2)检查紧固盖与轴或轴套外径之间的配合间隙(即同轴度),应在所有侧面均匀。用塞尺检查每个点,允许偏差不应超过0.01毫米。b.弹簧的压缩量应按规定的要求进行,不允许过大或过小。误差应在2.00毫米以内。过大会增加端面压力比,加速端面磨损。过小会导致压力比不足,无法实现密封效果。c.安装运动环后,确保其能在轴上灵活移动。运动环应被压向弹簧并应自动回弹。密封环采用热装工艺,避免键槽泄漏风险。四川焊接金属波纹管机械密封安装
机械密封件正常运行和维护:1、启动前的准备工作及注意事项:a、全方面检查机械密封,以及附属装置和管线安装是否齐全,是否符合技术要求。b、机械密封启动前进行静压试验,检查机械密封是否有泄漏现象。若泄漏较多,应查清原因设法消除。如仍无效,则应拆卸检查并重新安装。一般静压试验压力用2~3公斤/平方厘米。c、按泵旋向盘车,检查是否轻快均匀。如盘车吃力或不动时,则应检查装配尺寸是否错误,安装是否合理。成型填料密封包括我们常见的O形圈、Y形圈、油封等等。贵州四氟金属波纹管机械密封厂家波纹管机械密封比传统密封寿命长3-5倍。
常用垫圈性能:使用阀门时,往往根据具体情况,更换原带垫圈。常有垫圈有:橡胶平垫圈、橡胶O形圈、塑料平垫圈、聚四氟乙烯包垫圈、石棉橡胶垫圈、金属平垫圈、金属异形垫圈、金属包皮垫圈、波形垫圈、缠绕垫圈等。橡胶平垫圈:变形容易,压紧时不费力,但耐压、耐温能力都较差,只用于压力低、温度不高的地方。天然橡胶有一定耐酸碱性能,使用温度不宜超过60℃;氯丁橡胶也能耐某些酸碱,使用温度80℃;丁腈橡胶耐油,可用至80℃;氟橡胶耐腐蚀性能很好,耐温性能也比一般橡胶强,可在150℃介质中使用。
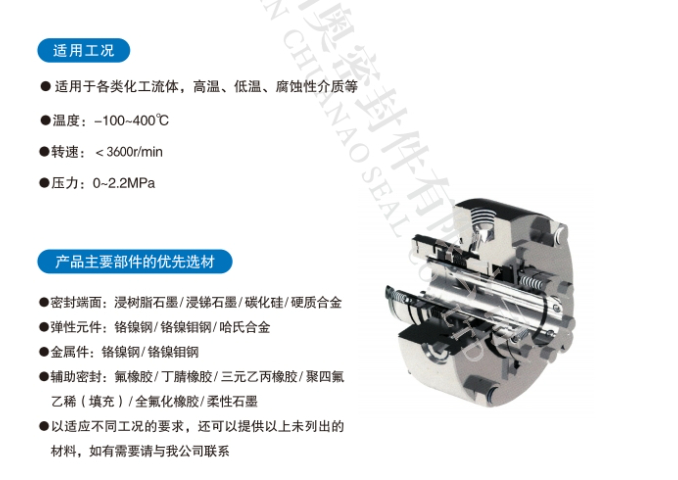
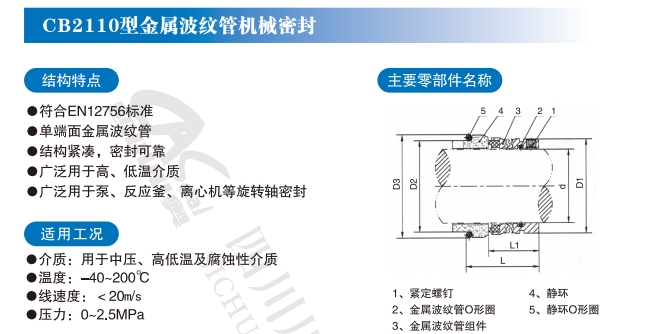
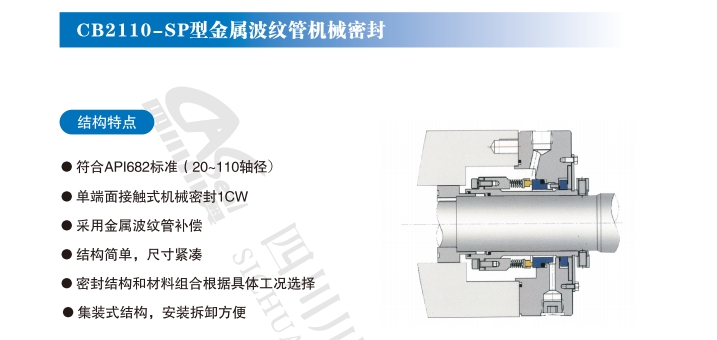
金属波纹管用于高温、高压和低温介质的机械密封,即可作为辅助密封,又可作为弹性元件。焊接金属波纹管机械密封具有良好的浮动性和随机补偿性,可以补偿密封环因磨损、轴向窜动及振动等原因而造成的泄漏。焊接金属波纹管本身既作弹性元件又起到密封的作用,金属波纹管机械密封中间没有辅助密封圈,减少了一个泄漏点;同时减少了补偿机构的摩擦阻力;在石化行业中,焊接波纹管密封使用温度不受辅助密封圈的限制;对于四氟波纹管密封可用于腐蚀介质中。其缺点是有的波纹管弹力较小,需加辅助弹簧。焊接金属波纹管是由每一个波片内、外径交错紧密焊接而成的,因此不论其作为静止或旋转式使用时均无须考虑旋向问题。焊接金属波纹管可以选择沉淀硬化型不锈钢,高温镍基材料和铬镍型耐蚀材料等制造,因此焊接金属波纹管可适用于较普遍的温度范围(-11―426),及各种酸、碱、盐介质中。选择不同的波片厚度、层数使其在泵中承受高达7MPa左右的压力。密封环采用等压设计避免热变形卡死。

机械密封结构型式的选择对机械密封的性能将产生直接影响,正确的选型是机械密封使用的前提,应根据不同的使用条件,分别选用普通、耐高温、耐高压、耐颗粒以及适应易汽化的烃类介质等不同的结构型式,并选择适合介质特性的材料,以达到较佳使用效果。机械密封选型要考虑密封腔内的压力水平,以确定应当采用何种机械密封型式;例如是否为平衡型机械密封,此外还可以选择单端面机械密封或双端面机械密封。非接触型密封包括间隙密封、迷宫密封、浮动密封、动力密封、磁流体密封和全封闭式密封。适用于API610标准离心泵密封改造。福建单端面金属波纹管机械密封厂家精选
密封面可加工成锥形结构改善流体动压。四川焊接金属波纹管机械密封安装
根据介质特性选型:腐蚀性较弱的介质,通常选用内置式机械密封,其端面受力状态和介质泄漏方向都比外装式结构合理。对于强腐蚀性介质,由于弹簧选材较困难,可选用外置式或聚四氟乙烯波纹管式机械密封,但一般只适用p≤0.3MPa的范围内。易结晶、易凝固和高粘度的介质,应采用大弹簧旋转式结构,因为小弹簧容易被固体物堵塞,高粘度介质会使小弹簧轴向补偿移动受阻。易燃、易爆、有毒介质,为了保证介质不外漏,应该采用有封液(隔离液)的双端面结构。按上述工作参数和介质特性选定的结构往往只是一个初步方案,较终确定还必须考虑主机的特征和对密封的某些特殊要求。四川焊接金属波纹管机械密封安装
在化工、炼油、核聚变能源等高级工业领域,搅拌器、反应釜等主要设备的密封系统堪称“安全屏障”。当设备面临300℃以上高温、10MPa高压,或是输送强腐蚀、含颗粒介质时,传统弹簧式机械密封常因腐蚀、堵塞、热变形等问题频繁失效,引发泄漏事故。金属波纹管机械密封的出现,彻底改变了这一困境。四川川奥密封件有限公司(以下简称“川奥密封”)深耕该领域多年,以材料创新与结构优化为主要,打造出适配极端工况的金属波纹管密封产品,成为工业密封领域的标志力量。适用于强腐蚀性酸、碱及有机溶剂,需选用哈氏合金等特种材质制造。福建焊接金属波纹管机械密封非标定制川奥密封的技术突破,源于对行业痛点的深刻洞察与持续的研发投入。公...
- 甘肃耐低温金属波纹管机械密封耐温多少 2026-07-07
- 湖南高压金属波纹管机械密封供应商 2026-07-06
- 四川旋转金属波纹管机械密封厂家精选 2026-07-05
- 四川耐低温金属波纹管机械密封规格 2026-07-04
- 天津高压金属波纹管机械密封批发价格 2026-07-03
- 河北静止金属波纹管机械密封厂家直销 2026-07-02
- 湖北金属波纹管机械密封定制 2026-07-02
- 陕西集装式金属波纹管机械密封厂家 2026-07-01
- 河南静止金属波纹管机械密封 2026-07-01
- 福建反应釜金属波纹管机械密封供应 2026-06-30

- 重庆金属波纹管机械密封 2026-06-28
- 河北高压金属波纹管机械密封规格 2026-06-28
- 甘肃高压金属波纹管机械密封价位 2026-06-27
- 山西高温金属波纹管机械密封非标定制 2026-06-27
- 湖北焊接金属波纹管机械密封制造 2026-06-27
- 河南单端面金属波纹管机械密封尺寸 2026-06-26

- 北京厌氧罐搅拌器机械密封怎么样 07-06
- 海南泵用搅拌器机械密封安装 07-06
- 重庆化工搅拌器机械密封安装 07-05
- 广东不锈钢搅拌器机械密封哪家好 07-05
- 四川旋转金属波纹管机械密封厂家精选 07-05
- 山东溶解罐搅拌器机械密封行价 07-04
- 四川耐低温金属波纹管机械密封规格 07-04
- 重庆双端面搅拌器机械密封厂家 07-04
- 天津不锈钢搅拌器机械密封结构 07-03
- 陕西立式搅拌器机械密封定制 07-03