- 品牌
- 四川川奥密封件有限公司
- 型号
- 齐全
剖分式机械密封的维护与保养:为了充分发挥剖分式机械密封的优势并延长其使用寿命,合理的维护和保养是必不可少的。以下是一些关键的注意事项:定期检查密封面:观察摩擦副表面是否存在划痕或磨损,发现问题应及时更换。保持清洁环境:防止固体颗粒或其他杂质进入密封腔,以免造成卡滞或磨损。优化润滑条件:确保密封元件处于良好的润滑状态,以减少摩擦损耗。定期更换易损件:根据设备的运行工况和制造商建议,及时更换辅助密封件。剖分式机械密封在船舶推进系统中的应用,适应了海洋环境的严苛要求。四川泵用剖分式机械密封厂商
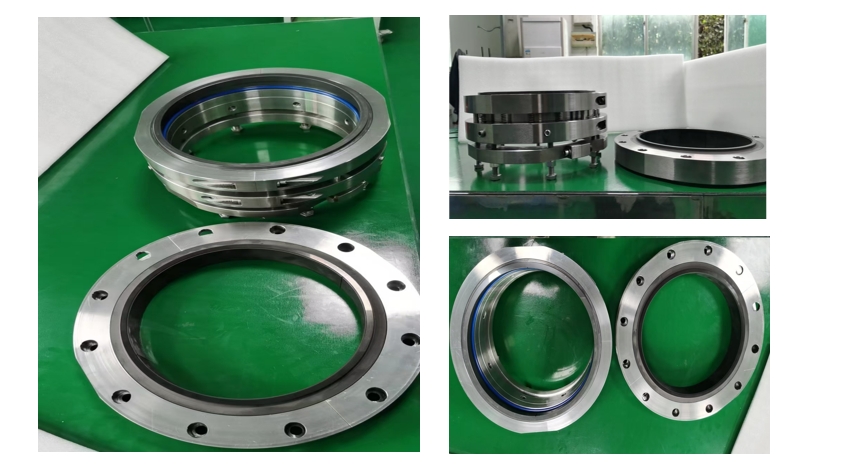
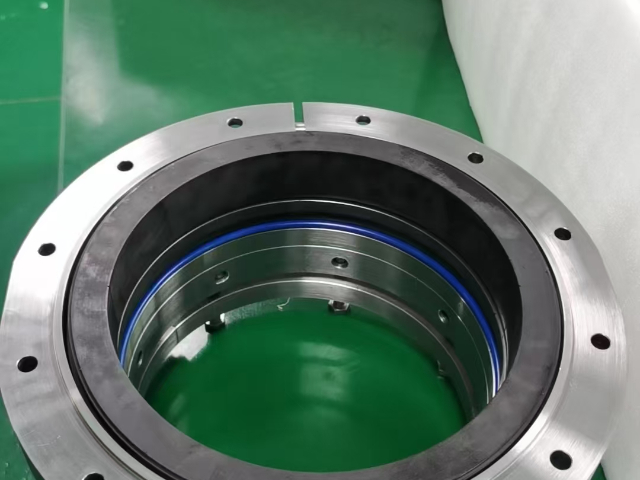
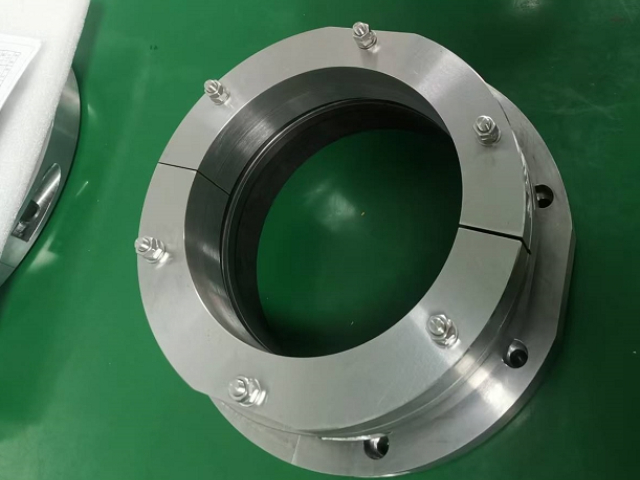
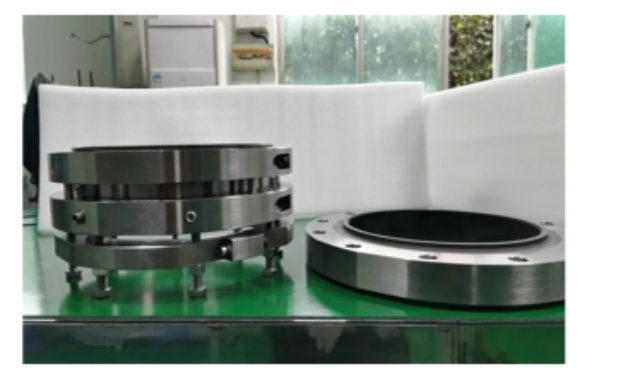
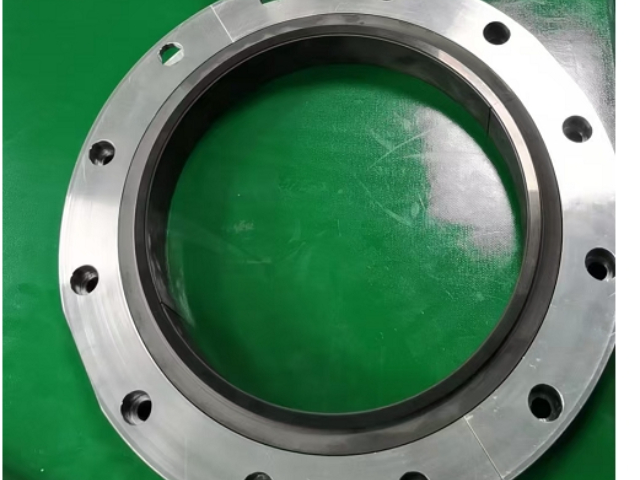
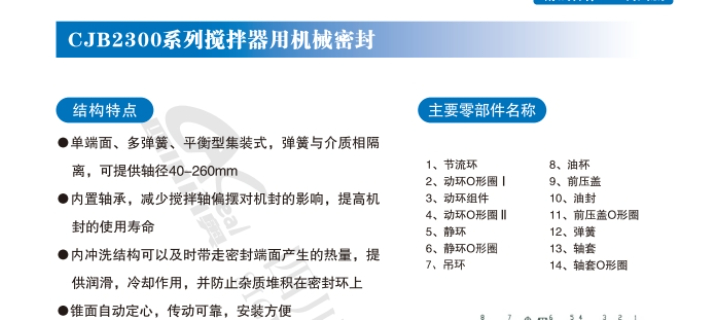
从结构上看,剖分式机械密封主要由以下六大主要部件组成,各部件协同作用,共同实现密封功能:动环组件:与设备转子(如泵轴)同步旋转,是密封端面的运动部分。动环通常采用硬质材料(如碳化硅、氧化铝陶瓷、硬质合金),以保证端面的耐磨性与平整度。为实现剖分,动环被分割为 2-4 瓣,瓣与瓣之间通过定位销或卡槽精确对接,拼接后通过紧定螺钉或卡箍固定在轴套上,确保旋转时无相对位移。静环组件:固定在设备壳体(如泵体)上,是密封端面的静止部分。静环材料需与动环匹配,常见组合为 “碳化硅 - 碳化硅”“硬质合金 - 石墨”,前者适用于高磨损、强腐蚀工况,后者则更注重密封端面的润滑性。静环的剖分方式与动环对应,拼接后通过防转销限制周向转动,避免因介质冲刷导致静环偏移。四川标准型剖分式机械密封厂家在热油循环系统中,剖分式机械密封的耐高温特性保障了系统安全运行。
维护注意事项:日常巡检:定期检查密封端面温度、泄漏量、弹簧状态,若发现温度过高(>100℃)、泄漏量增大(>10mL/h)或弹簧出现锈蚀、断裂等情况,需立即停机检查,避免故障扩大。巡检周期建议为:连续运行设备每 4 小时一次,间歇运行设备每次启动后 1 小时内增加巡检频次。定期维护:根据介质特性与工况强度制定维护周期,普通工况建议每 6-12 个月进行一次全方面维护,恶劣工况(如高温、高腐蚀)建议缩短至 3-6 个月。维护内容包括:拆卸密封单元,检查动静环端面磨损情况(若磨损深度>0.1mm 需更换);清洗密封圈与弹簧,检查密封圈是否存在老化、变形(如出现裂纹、硬度变化需更换);重新校准剖分面定位,确保拼接精确;更换老化的辅助系统部件(如冷却水管路的密封圈)。
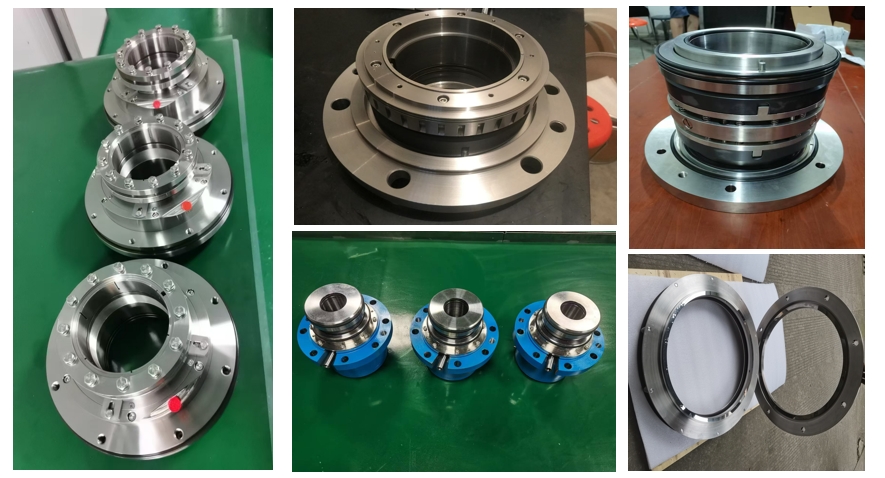
安装前准备与工况确认:1. 基础条件核查:安装前需确认设备参数符合设计要求:轴径向跳动≤0.04mm,轴向窜动≤0.1mm;密封腔垂直度误差≤0.03mm/100mm;轴承游隙控制在0.05-0.12mm范围;介质粘度100-1000mPa·s时需配置特殊润滑系统;以某石化企业双螺杆泵改造项目为例,原整体式密封因轴弯曲度超标导致频繁泄漏,改用剖分式密封后,通过调整轴套预紧力将弯曲度控制在0.03mm以内,密封寿命延长至18个月。2. 部件完整性检查:采用"五步检查法"确保密封组件状态:外观检测:使用50倍放大镜观察密封面划痕深度≤0.002mm;尺寸校验:动环内径与轴套间隙控制在0.1-0.3mm;弹性元件测试:弹簧压缩量误差≤±0.5mm;材料验证:通过光谱分析确认碳化硅环成分符合ASTM C117标准;动态模拟:在试验台上进行30分钟干运转测试,温升≤25℃;某电力公司给水泵密封改造中,发现供应商提供的石墨环存在内部气孔缺陷,通过更换致密化处理的M238型石墨环,使密封可靠性提升40%。剖分式机械密封在化工领域应用普遍,能耐受腐蚀性介质的长期侵蚀。
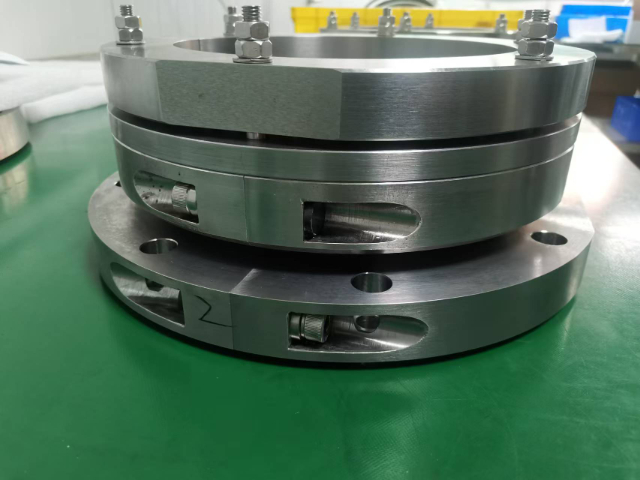
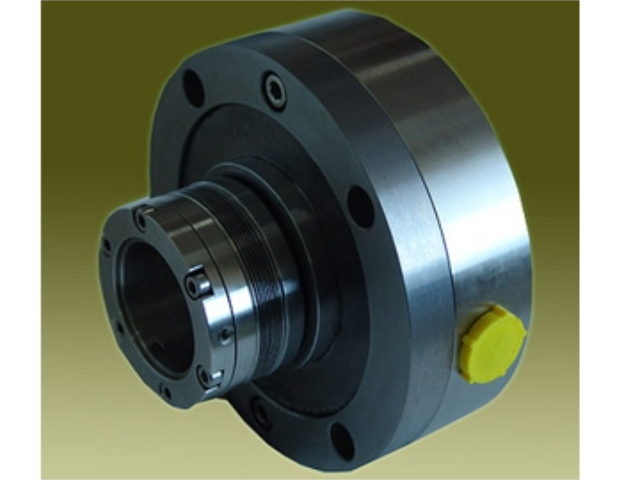
机械密封作为一种重要的密封技术,在旋转设备中得到了普遍应用。它是用来防止流体泄漏的关键元件之一,尤其在泵、压缩机、搅拌器等设备中发挥着不可替代的作用。随着工业技术的不断发展,人们对密封性能的要求也越来越高,尤其是在高温、高压、高速以及强腐蚀性的工作环境下,密封元件需要具备更高的可靠性和耐用性。剖分式机械密封作为机械密封的一种特殊形式,因其独特的结构设计和功能特点,在某些特定的应用场景中具有明显优势。剖分式机械密封的剖分结构设计,让狭小空间内的安装作业更轻松。河南双端面剖分式机械密封制造
剖分式机械密封的市场认可度高,已成为众多行业的好选择密封解决方案。四川泵用剖分式机械密封厂商
启动与运行:1. 监控运行参数:泄漏观察: 初始运行时,允许有极轻微的湿润或滴状泄漏(通常标准是每分钟几滴),这是端面正在“跑合”的正常现象。一段时间后,泄漏应逐渐减少至几乎不可见。如果泄漏量持续过大、呈喷射状或完全无泄漏(可能已干磨),都必须立即停机检查。温度与振动: 密切关注设备轴承箱温度和振动值。异常的温升或振动加剧,可能是密封安装不良导致对中不佳、受力不均的表现。2. 避免剧烈工况变化: 尽量避免设备在短时间内经历剧烈的压力、温度波动或频繁的启停,这些工况会加速密封件的疲劳和老化。四川泵用剖分式机械密封厂商
剖分式机械密封的技术发展趋势与未来展望:随着工业设备向大型化、高参数化(高温、高压、高转速)与智能化方向发展,剖分式机械密封的技术也在不断创新,未来将呈现以下发展趋势:材料技术升级:更高性能的耐蚀、耐磨材料应用。传统剖分式密封的动静环材料以碳化硅、硬质合金为主,虽能满足多数工况需求,但在极端恶劣工况(如超高温>500℃、强腐蚀介质如浓硝酸、含固体颗粒的高速浆液)下,仍存在寿命短、密封失效风险高的问题。未来,将更多采用新型复合材料,如陶瓷基复合材料(CMC)、金属基复合材料(MMC),这类材料具有更高的耐高温性(可承受 800℃以上高温)、耐腐蚀性(可抵抗强酸碱介质)与耐磨性(比传统碳化硅高 3...
- 山西全剖分式机械密封工作原理 2026-04-02
- 天津泵用剖分式机械密封市价 2026-04-01
- 湖南双端面剖分式机械密封型号 2026-03-31
- 山西单端面剖分式机械密封定制价格 2026-03-31
- 北京反应釜用剖分式机械密封批发 2026-03-31
- 贵州全剖分式机械密封行价 2026-03-30
- 河南全剖分式机械密封制造商 2026-03-30
- 山西剖分式机械密封现货直发 2026-03-30
- 河北剖分式机械密封厂家直销 2026-03-29
- 甘肃泵用剖分式机械密封制造商 2026-03-28
- 福建双端面剖分式机械密封市价 2026-03-21
- 深圳标准型剖分式机械密封制造商 2026-03-20
- 云南单端面剖分式机械密封价位 2026-03-17
- 甘肃全剖分式机械密封 2026-03-15
- 广西单剖分式机械密封价格 2026-03-14
- 山东泵用剖分式机械密封怎么样 2026-03-13


- 重庆双端面搅拌器机械密封厂家 07-04
- 天津不锈钢搅拌器机械密封结构 07-03
- 陕西立式搅拌器机械密封定制 07-03
- 天津高压金属波纹管机械密封批发价格 07-03
- 河北静止金属波纹管机械密封厂家直销 07-02
- 深圳双端面搅拌器机械密封尺寸 07-02
- 湖北金属波纹管机械密封定制 07-02
- 陕西集装式金属波纹管机械密封厂家 07-01
- 河南静止金属波纹管机械密封 07-01
- 山西厌氧罐搅拌器机械密封价格 07-01