- 品牌
- MICROVU
- 型号
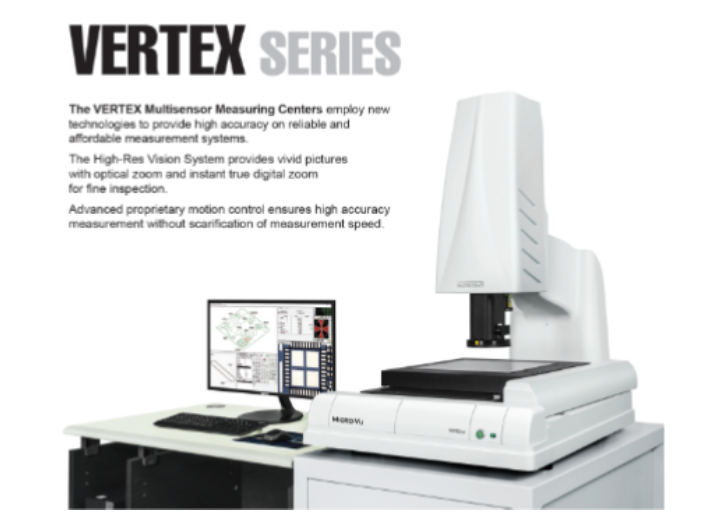
- EXCEL,VERTEX
- 操作方式
- 遥杆控制,程序控制,鼠标自动控制
- 测量行程
- 315*315*160
影像测量仪在盲孔测量的应用方案。千分尺测量法。选取与内孔直径大小合适的光滑塞规插入并测量,计算公式为:孔深=塞规长度+零件长度—塞规插入内径后零件的总长,间接测量得到深度测量值。卡尺测量法。选取已知长度的光滑塞规插入并用卡尺的尾部测量露出部分的长度,计算公式为:孔深=塞规长度-塞规插入内孔后剩余的长度,间接得到深度测量值。以上两种方法测量时间长,过程操作误差大,读数不直观,不适于批量零件的高效测试。影像测量仪利用影像测头采集工件的影像,并将这些图像转变为数字信号,提交给计算机进行处理。在影像探测系统中,合适的亮度和对比度是佳成像的关键。在实际应用中,一般需要专门使用的照明装置才能获得合适的亮度和对比度,光源和照明方案的好坏,往往会决定整个影像探测的成败。测量仪是精密测量仪器中使用为普遍的仪器之一。安徽非接触式测量仪售后

二次元影像测量仪放大倍率知识。二次元影像测量仪的放大倍率包括光学放大倍率和数码放大倍率两个方面的放大,基于几何成像原理的放大称为光学放大倍率,电子电路处理后显示放大称为数码放大倍率。光学放大倍率为物体通过镜头成像到CCD的感光单元上面的放大倍率。这部分是纯粹的光学成像,遵守几何光学原理。光学放大倍率部分决定了影像的放大倍率,也部分决定了CCD能够看到的视野范围。数码放大倍率为由CCD感光单元通过处理电路,把图像显示到显示器上的这一过程中产生的放大效应称为数码放大倍率。表中为CCD到显示器的放大倍率,常用CCD感光芯片尺寸有1/3〞、1/2〞、2/3〞、1〞等四种规格,常用显示器尺寸有9〞、12〞、13〞、17〞、27〞等五种规格,从表中可查到从CCD到显示器的放大倍率。辽宁测量仪销售测量仪每一步的发展在精密测量仪器中都是必然的结果。

现代影像测量仪被普遍企业使用,不过测量仪能取代投影仪吗?影像测量仪也称视频测量仪,简称“测量仪”,其结构和测量对象与测量投影仪相似。有些测量仪将液晶屏搬到主机上,外观几乎和投影仪没有区别。测量仪自上世纪末诞生以来,产品发展很快,挤占了投影仪的部分销售市场,那么发展下去,测量仪将全方面取代投影仪吗?投影仪具有工作台坐标测量和屏上测量两种功能,而测量仪光具有工作台坐标测量功能。投影仪的光学成像清晰、视场大、放大倍率准确,因此,可以直接在投影屏上进行尺寸和形状测量。屏上测量功能包括:在投影屏上用玻璃刻度尺直接量取尺寸,和用投影屏上的放大图与影像进行比较测量。用放大图测量的典型实例发动机叶片榫头。可利用事先绘制的放大图铺在影屏上直接与榫头影像形状进行比较,方便且直观。如果图上画出公差带,合格与否,更是一目了然。放大图测量方式特别适用于多元素复合轮廓的测量。
二次元影像测量仪在测量角度的技巧。回归直线偏差小。在测量产品角度弧度过程中,经常出现重复精度差,一个人用一样的方法,却误差达到0.5度,这是经常出现的事情。在当今诸多影像测量软件中,直线采集都是默认为两点,对于规则性、直线性好的零件,角度测量上不会产生太大误差,但对于直线性不好,毛刺多的零件来说,两点采集直线的方法带来很大的误差,且重复精度亦不佳,这样的直线构成的角度,多次测量的重复性肯定不理想。若我们使用多点寻回归直线的方法来确定角度的两边,则所得的直线更贴近被测工件的实际边线,偏差从而就会减少,同时,测量误差也会减少很多,重复性也会很大方面改善。测量仪仪器存放环境相当重要。
一整的影像测量仪的装配首先从机架开始。像小型的二次元仪器的机架结构体积小,结构也不算复杂。总体整机长宽高都不超过1米。因此它的机架会大那些大行程的机架轻些。而且在组装及加工的过程中,耗时也相对来说比较少。但无论是大机型还是小仪器,它们的机架都是用铝合金材质锻铸而成。然后经过工人的手工外表初步打磨,车孔,攻牙,去导角,表面处理等各种工艺。对于一些重点精确部位必须要用到电脑锣。精密的要求有的公差要求达到1个丝。这种要求在机械制造过程中是十分精密的了。测量仪装置后需重新借着影像观察抹拭结果。辽宁测量仪销售
测量仪安装要选择合适的地方。安徽非接触式测量仪售后
影像测量仪镜面擦拭的步骤。对影像测量仪镜面的擦拭,是二次元测量仪测量工件前的必要步骤,因为这样可以更加清晰的获得二次元被测工件的详细数据信息,为以后提供准确的数据依据。对二次元影像测量仪镜面的擦拭,我们可以根据以下步骤来完成:1、先用二次元影像测量仪的拭镜纸轻轻抹拭镜面表层,勿用力以免伤及镜面。2、再用棉花棒沾工业用酒精,轻轻抹拭二次元测量仪的镜面表层,并需等酒精挥发后,再装回去。3、影像测量仪的镜面抹拭可区分成校正玻璃片及镜头内透镜组,因为灰尘粒子会造成成像的黑点,镜面抹拭至为重要,装置后需重新借着影像观察抹拭结果。安徽非接触式测量仪售后
- 江西原装进口测量仪代理 2026-06-04
- 进口三次元测量仪注意事项 2026-06-04
- 江苏测量仪用法 2026-06-03
- 江西原装进口测量仪培训 2026-06-03
- 江西测量仪介绍 2026-06-03
- 无锡测量仪优势 2026-06-02
- 昆山MICROVU测量仪价格 2026-06-01
- 三次元测量仪维修 2026-05-30
- 四川MICROVU测量仪检修 2026-05-30
- 无锡MICROVU测量仪 2026-05-29
- 福建非接触式测量仪供应商 2026-05-29
- 上海测量仪销售 2026-05-27