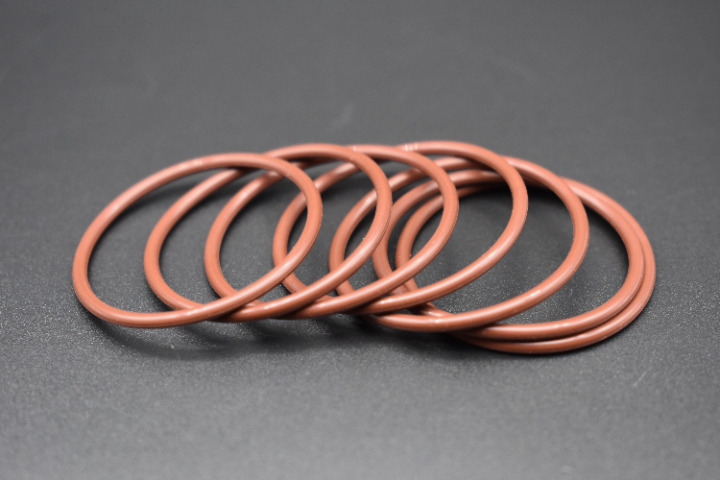
O型圈是密封中很常用的一种密封件。但由于选用、沟槽设计、加工和装配上的不当,常常造成漏油故障,可谓是小件坏大事。我国国家标准中关于O型圈尺寸的标准有GB1235-76、GB3452.1-88以及GB3452.1-92,其中GB1235-76规定的O型圈截面直径(又称线径)有1.9、2.4、3.1、3.5、5.7等,O型圈采用“外径×线径”的标记方法,一般称为老国标;GB3452.1-82与GB3452.1-92基本相同,一般称为新国标,它规定的O型圈截面直径有1.8、2.65、3.55、5.3等,新国标采用国际惯例,O型圈采用“内径×线径”的标记方法。选用O型圈时,首先应尽量选用新国标,线径2.65和3.55的使用普遍,在外径大于30左右,结构尺寸允许的情况下,尽量选用线径3.55的O型圈,以达到更大的压缩量和接触面积。郑州密封件O型圈,请联系无锡鼎正新材购买。聚氨酯O型圈

板式热交换器橡胶垫片密封原理:橡胶与金属弹簧的弹性不同,是一种粘弹材料这就意味着橡胶在长期变形的情况下会发生应力松弛,即在不变的张力或压力下,密封应力会随时间的延长而衰减。较高的应力松弛是限制热交换器橡胶垫片使用寿命的重要因素。应力松弛有两种,一种是物理松弛,这是因聚合物分子和填充剂微粒之间的重排引起的,此种重排随着橡胶的变形而逐渐接衡,密封应力与时间的对数呈线性关系。另一种是化学松弛,这是因橡胶交联网中化学键的开裂引起的。氧化与温度是影响此种松弛的重要因素。因此应力松弛的速率在很大程度上就取决于温度和每种橡胶垫片所适用的工作温度范围。低温丁腈适用于低温范围,因此,随着温度上升,其应力松弛迅速恶化,而适于高温范围的氟橡胶则相反。宁波O型圈厂家常州聚氨酯O型圈批发,请联系无锡鼎正新材。
橡胶密封垫片维保及更换的主要步骤为:一是回用性能的检验和检测。在怀疑有锈蚀的情况下对换热器及管道的壁厚进行检查。二是除去老化的密封件,根据不同的污垢,采用酸碱进行化学清洗,被清洗零部件的表面不会受到化学介质的腐蚀侵害。三是在进行化学清洗之后,用高压吹净装置彻底地除去残留在板式换热器等表面的化学介质。四是各换热器板涂以荧光测试剂,在紫外光的照射下检查是否有细小的裂纹和腐蚀孔,并重新清洗干净。另外,还要着重检查密封槽的情况,必要时进行修整。
硅橡胶垫片的技术参数:硅橡胶垫片使用温度:-100℃~300℃硅橡胶垫片使用压力:<3.0MPa硅橡胶垫片常用规格:DN15~DN400橡胶垫片rubbergasket在金属法兰或其它连接部位两个静止表面之间起密封作用的薄片形橡胶制品统称橡胶垫片。可用模压法制造,也可用硫化胶片冲制。可普遍用于各种机械设备,起衬垫、密封、缓冲等作用。制作方法:橡胶垫片有模压的也有切割的,模压是利用液压成型机和模具压制而成,切割的是利用垫片切割机切割出来的,相比而言模压省料,但是比较单一,一幅模具只可以做一种垫片,垫片切割机切的可以在1500mm范围内任意尺寸切割但是对板材的利用率不是很高。南京聚四氟O型圈,请联系无锡鼎正新材。

在模压硫化过程中,必须严格正确掌握硫化的温度、时间和压力,并随时注意硫化过程中温度等参数的变化情况,进行相应处理,否则会造成产品欠硫或过硫。若采用自动控制系统,则整个硫化过程会自动记录和控制,以保证产品达到正硫化程度。硫化温度是橡胶O形密封圈发生硫化反应的基本条件之一,它直接影响硫化速度和产品质量。硫化温度高,硫化速度快,生产效率高;硫化温度低,硫化速度慢。硫化温度系根据配方而定,其中重要的是取决于胶种和所用硫化体系。天然橡胶**适宜的硫化温度一般为143℃--150℃,合成橡胶一般为150℃~180℃。硫化时间通常按照确定的硫化温度,通过试验确定硫化时间。橡胶制品在硫化过程中加压,其目的在于使胶料易于流动,充满型腔,防止硫化过程中产生气泡,提高产品的致密性。硫化压力的大小视胶料硬度、模具大小而定。胶料硬度高、模具尺寸大时,压力可大些,反之则应适当减小压力。O型圈,就选无锡鼎正新材料,用户的信赖之选,有想法的不要错过哦!常州橡胶O型圈
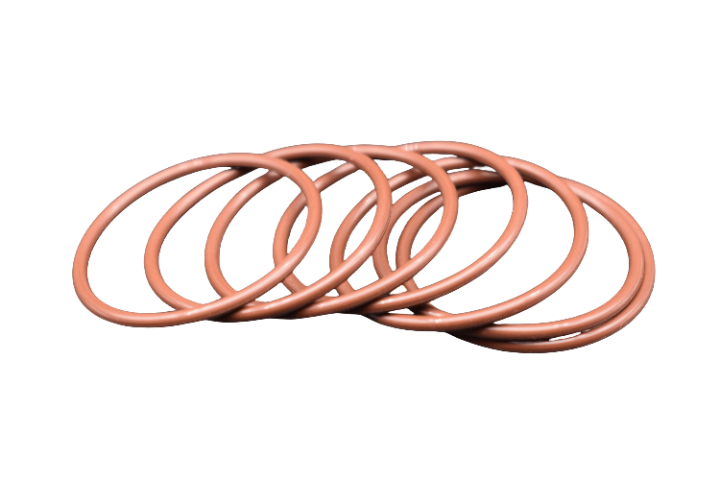
上海密封件O型圈,请联系无锡鼎正新材购买。聚氨酯O型圈
橡胶O型圈的缩水率注意一下基几点1、橡胶O型圈的缩水率跟着硫化成品的含胶量的增大而增大。2、橡胶O型圈商品的缩水率跟着硫化成品的硬度添加而成马鞍型曲线改变。3、橡胶O型圈商品的缩水率跟着硫化温度的添加而增大,温度每添加10度,缩水率添加0、1%—0、2%。4、橡胶O型圈商品的缩水率跟着硫化成品生料的写入量的增多而增大,当生料质量>商品质量5%-10%,缩水率较为安稳。5、胶料压延方向和在模具中活动方向的缩短率大于笔直方向的缩短率。6、胶料可塑性越好,缩水率越小;胶料硬度越高,缩水率越小(高硬度在外)。7、填充剂用量越多,缩水率越小;含胶量越高缩水率越大。8、多孔模腔的模具,中心模腔硫化成品的缩短率比边际模腔硫化成品的缩短率要大。9、注压法硫化成品的缩短率比模压法硫化成品的缩短率要稍小。10、薄型成品(断面厚度小于3mm)的缩短率比厚成品(断面10mm以上)的缩短率大0、2%---0、6、同标准的圆截面和方截面的缩短率近似。11、夹层织物越多,橡胶O型圈缩短率越小;qz"p9O(j4a6r+d、m。12、衬有金属镶嵌的橡胶O型圈成品缩短率较小,且向金属镶嵌物方向缩短。聚氨酯O型圈