弯管加工曲内半径和材料截面高度之比称为相对弯管加工曲半径。不同材质、不同截面的材料都有一个**小相对弯管加工曲半径,小于此半径。材料有可能弯管加工不出或弯管加工不好。两端留工艺余量,一般每端留150-200mm,两端共留300-400mm。工艺余量的长度:壁厚很薄、材料截面较大、弯管加工曲半径较小、弯管加工曲形状复杂、材料截面复杂等都要适当增加工艺余量。
我公司与多家上海行业**设备加工公司零售商和代理商建立了长期稳定的合作关系,品种齐全、价格合理,企业实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任,公司始终奉行“诚信求实、致力服务、唯求满意”的企业宗旨,全力跟随客户需求,不断进行产品创新和服务改进。 公司期待您的来电咨询! 休闲茶几 上海弯管厂上海拉弯厂.乐清多功能造船汽车弯管加工

1名称:冷打线规格:302HQ;304HC;316C;305J1;410;420;430用途:不锈钢冷打线,主要应用于各种紧固件、基础件制造件。如:用作冷墩各类精密螺丝、螺栓或其它非标件。也可制作铆钉、排钉、卷钉、机械零部件及电子应用零部件等产品特征:1、良好的成型性;2、低加工应力;3、优良的表面品质;4、加工硬化性佳、低模具损耗率;5、冷锻后较低的磁性。产品用途:不锈钢冷打线,主要应用于各种紧固件、基础件制造件。如:用作冷墩各类精密螺丝、螺栓或其它非标件。也可制作铆钉、排钉、卷钉、机械零部件及电子应用零部件等2名称:网线规格:304;316;310S;314;321;420用途:我公司生产的网线较用于编织普通网,筛网及耐热输送网,较应用于石油、化工、食品加工、粉末冶金等诸多行业。产品特征:1、光亮的表面;2、均一的柔软性、均匀的硬度;3、高抗腐蚀性。3名称:再伸线规格:304S;304M;304L;316;316L用途:为小型拉丝企业提供中间母线,用以生产极细线、细弹簧线、针灸线或压轧异形线。产品特征:1.具有优异的伸线性及表面品质;2.延伸性能良好。产品用途:为小型拉丝企业提供中间母线,用以生产极细线、细弹簧线、针灸线或压轧异形线。4名称:弹簧线名称:弹簧线规格:302,304,316。乐清多功能造船汽车弯管加工弯曲时只需改变主、从辊轮间的间隔,就可以实现各种曲率半径的弯曲。

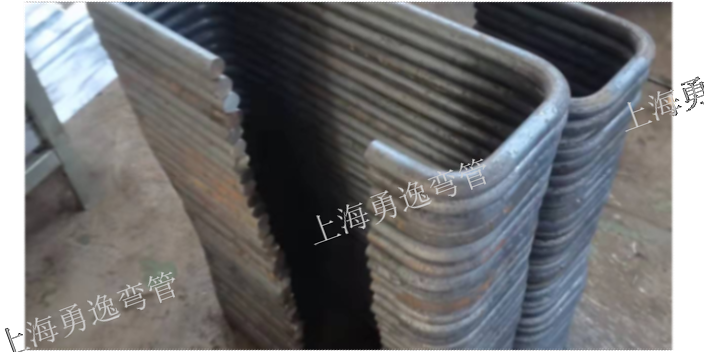
煨制弯管具有较好的伸缩性、耐压高、阻力小等优点。因此,在施工中常被采用。弯管的主要形式有:各种角度的弯头、U形管、来回弯和弧形弯管等。来回弯是带有两个弯曲角的管件。来回弯管子弯曲端中心线间的距离叫做来回弯的高度,用字母h表示。室内采暖立支管与干管及散热器连接,管道与不在同一平面上的接点连接时,一般需采用来回弯。U形管是成正半圆形的管件。管子的两端中心线问的距离d等于两倍弯曲半径R。U形管可代替两个90°弯头,经常用来连接上下配置的两个圆翼形散热器。弧形弯管是带有三个弯曲角的管件。中间角一般成90°,侧角成135°。弧形弯管用于绕过其它管子,在有冷热水供应的卫生设备配管时,经常采用弧形弯管。弯管尺寸由管径、弯曲角度和弯曲半径三者确定。弯曲角度根据图纸和施工现场实际情况确定,然后制出样板,照样板煨制并按样板检查煨制管件弯曲角度是否符合要求。样板可用圆钢煨制,圆钢的直径根据所煨管径的大小选用,10-14mm即可。弯管的弯曲半径应按管径大小、设计要求及有关规定而定。既不能过大,也不能选得太小。因此,一般规定:热煨弯管的弯曲半径应不小于管子外径的3.5倍;冷煨弯管的弯曲半径应不小于管子外径的4倍。
“由于中国国内市场进口铁矿石存在两种价格,带来无序竞争和人为做。去年国内市场上一吨进口铁矿石比较高差价可达40至50美元。”罗冰生说。为应对当前铁矿石价格暴涨的现实,罗冰生认为,首先,要加大国内矿山的投资和生产,减少对进口铁矿石的依存度;其次,大力支持鼓励中国企业到海外投资办矿,通过若干年的努力,通过投资参股控股等方式,使中国海外铁矿石资源的控制量达到50%以上,增加谈判砝码。第三,做好规范进口铁矿石贸易的工作。4月2日,《2010年铁矿石进口企业的资质标准》、《关于进口铁矿石代理制实施细则》、《进口铁矿石合同信息上报登记及其流向登记备案规定》三个规范性文件由钢铁企业共同参与通过,旨在规范进口铁矿石贸易秩序,有利于做好进口铁矿石的工作。第四,中钢协要把进口铁矿石问题作为战略问题,提高到国家层面来研究解决,从保障国家经济发展的安全需要,从战略上根本解决进口铁矿石的问题。上海弯管加工,热弯,上海热弯厂,上海热弯加工。

弯管基本上都是经过加工制成的,而且它基本上都是用高温加热变形变弯的,很多材料一旦预热会变形,而该管道的加工弯制也正是使用这个原理。它的加热温度需要在一定的范围之内,在弯制的时候应该尽快确定加热温度,在确定之前一定要掌握温度确定原则。弯管的材质在奥氏体化温度以上,推制时弯头内壁主压应力小于材料在此温度下的屈服极限。材质奥氏体化温度越高,加热温度越高;材质高温屈服极限越高。确定始锻温度时,应保证弯管在加热过程中不产生过烧现象,同时也要尽力避免发生过热。弯管加热温度尽可能不超过1050℃。基本上都是根据管道的材料、压力、受力方向等因素进行确定,而且它的加热温度范围基本上都会根据管道的材质确定,只要不超过或者低于一定的范围,基本上管道的弯制工作比较理想。自行车停车架,户外运动器械,户外健身器材,汽摩配件,挖掘机。南京工业造船汽车弯管加工
盘管是一种呈螺旋状的管道系统。乐清多功能造船汽车弯管加工
弯管加工的方法很多。按弯曲成形方式可以分为滚弯、压弯、推弯和绕弯;按弯曲时是否使用模具可以分为有模弯和无模弯;按弯曲时有无芯棒可以分为有芯弯和无芯弯;按弯曲时是否加热可以分为冷弯和热弯。近年来还出现了零半径弯曲、中频感应弯曲、热应力弯曲和激光成形弯曲等新的弯管工艺。芯棒式热推弯管是在**推制机上,在轴向推力下通过牛角芯棒,边加热边推制,使管坯产生周向扩张和轴向弯曲变形,从而将较小直径的管坯推制成较大直径的弯头。滚弯是用三个辊轮对管材进行弯曲加工的方法。不过,滚弯对弯曲半径有一定的要求,*适用于曲率半径较大的厚壁管件,对于小半径弯曲显得无能为力。滚弯方法及工作原理与板材滚弯基本相同,只是管材滚弯所用的辊轮具有与管坯横截面形状相吻合的工作表面。弯曲时只需改变主、从辊轮间的间隔,就可以实现各种曲率半径的弯曲。其中辊轮为主动轮,其余两个为从动轮。这种方法尤其适合弯制环形或螺旋线形管件。乐清多功能造船汽车弯管加工