
- 品牌
- 胜钥
- 型号
- 齐全
- 可售卖地
- 全国
- 是否定制
- 是
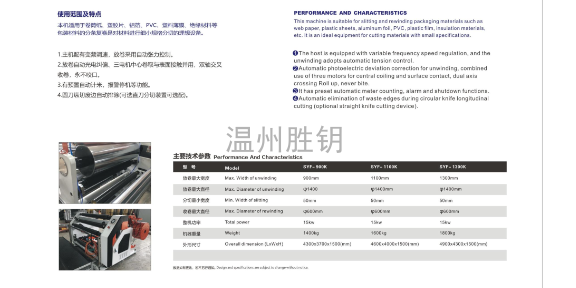
换刀、调刀操作1、生产时必须保证刀片不影响产品质量,对于刀刃不好而导致卷边、毛刺以及其它损伤而引起成品端面不良时,必须换刀。2、调刀时,应将刀槽内的铝箔清理干净,并尽量避开有塌边等缺陷的刀槽作为下刀槽。3、每一刀片可以单独调整在刀槽中的深度(经验值约0.5mm)使刀刃正对下刀槽中部位置,并上紧固定刀片的螺栓。4、刀槽辊槽宽0.64mm,节距2mm,偶数宽度料都可获得。卷材宽度由上刀刃的距离决定,精度由用于测量刀刃距离的尺子精度决定,宽度由分切后确定,超差再调整。5、刀片架适合于薄型双刃刀片,可以有2个边切,5个两刀中切,对中切来说,可获得4mm~50mm的抽条。6、所有的切边刀调整好后,应缓慢放下刀架作进一步检查,确认每一块刀片都在刀槽中部位置,深度适中或用铝箔做切条试验,合格后拾起刀架。温州胜钥环保设备有限公司分切机值得用户放心。湖南高精度分切机
分切机
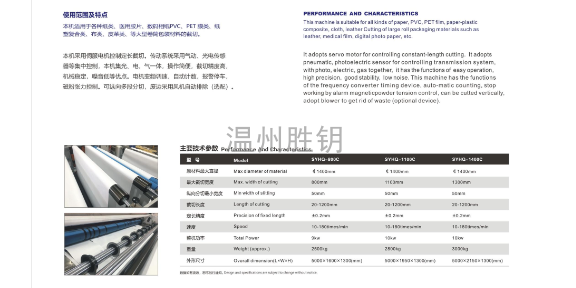
分切,在复合软包装生产中扮演着举足轻重的角色。随着自动化包装设备的日益普及,以膜卷形式出厂的复合软包装材料逐渐增多,对其分切质量和分切规格的需求也日益提高。此外,复合软包装材料的多样性也日益凸显,包括强度、不易拉伸的材料,柔软、延伸率大的材料,易划丝、不耐摩擦的材料等,这些都为分切工艺带来了更高的挑战。分切工艺,就是将大规格的原膜,经过印刷和复合后的膜卷,通过切割加工成所需规格尺寸的工艺。而执行这一工艺所需的设备,便是我们称之为分切机的设备高精度分切机定制厂家分切机,就选温州胜钥环保设备有限公司。

分切条件的设置1.材料性能的了解,包括刚性强度、延伸性、平滑性、厚度等,这些是设定分切工艺参数的重要因素。2.分切成品的规格必须清楚,包括长度1000M、卷径300㎜、宽度,还要了解特殊要求,例如纸芯要求和接膜方式与数量标记(接膜方式有搭接和下压两种方式,平接有对花和随意两种方式)等。3.张力设置是分切过程中非常重要的环节,因为分切本身就是一个退卷和重新卷取的过程。张力控制对分切产品的质量有着决定性的影响,它包括卷取压力和锥度。分切的放卷张力指的是膜卷分切前的张力,原则上放卷、进料张力应设定在较低的范围。如果张力过大,剩余应力大,会导致图案拉伸、薄膜变形等问题,进而影响下道工序的生产或使用。卷取张力由气轴的隔片和摩擦轴环之间的摩擦力加以控制。
开机准备是分切机运行的重要环节,需要遵循以下步骤:首先,应按设备使用规程进行认真检查,确保各部位能够正常运行,保证生产流程的顺利进行。其次,清洁设备是必不可少的环节,特别是导辊及胶辊辊等与铝箔接触的部位,需要用软布和酒精进行仔细擦拭,以避免对产品质量造成影响。此外,还需要根据生产要求和技术要求,合理准备好生产用芯管和卷取用轴,这直接关系到生产效率和产品质量。接下来,上下刃刀片的组装也是一项重要的工作,具体的操作可以参考《换刀、调刀操作》一文的介绍。此外,吸边风管的设置也是关键之一,需要将吸边风管口与被抽条对好,同时将不用的风口堵上,以提高有效吸风量。由主操根据来料规格和工艺要求设定参数。在生产准备工作中出现异常情况时,应找有关人员处理,以确保开机工作的顺利进行。分切机设备,就选温州胜钥环保设备有限公司,让您满意,欢迎新老客户来电!

机械的防护设施是否完善。操作过程中要防止压伤、划伤或带进转动的齿轮、链条、滚筒等4调刀:根据作业要求调整准确的刀距,注意刀口的方向。必要时要把底刀取下重新排刀,刀有豁口或不锋利要其实修理更换5查勘静电消除设施及机台地线的连接。把机台下铺好废纸防止灰尘吸附。6上料时注意安全。把材料推到合适位置进行充气,注意材料的转动方向不可上反。7穿纸和对边:把材料按设备设定的方向从放卷穿到收卷,并调整纠偏位置进行对边,上料时一定要注意纠偏行程。8在收卷轴上穿上作业要求的纸管,对齐材料。需要贴双面胶的必须贴好双面胶,调整好合适的收卷张力和放卷张力,进行切边收卷。9在收卷过程中要严格检验产品质量,不可把次品或废品和其他赃物或边条卷进产品,同时严格控制米数。10停机卸卷时要一手托住材料把产品从气胀轴上抽出来,不得在产品上留下手印分切机设备,就选温州胜钥环保设备有限公司,有需要可以联系我司哦!湖北白板纸分切机哪种好
分切机设备,就选温州胜钥环保设备有限公司,让您满意,有想法可以来我司咨询!湖南高精度分切机
分切操作要点:1.准备工作:备好工具,检查设备润滑情况,机械上不能放任何杂物。2.原膜安装:调整安装架宽度,安装在大致中心位置,注意卷出方向是表卷还是里卷。3.穿膜:确认穿膜路径,在把所有辊筒打开,打开刀具,再送膜。4.分切运转:逐步提高速度,注意调整EPC扩展辊、牵引辊、切边卷取等部位。5.EPC调整:把检测器透镜面擦干净,再按照标准步骤操作。6.平行辊调节:正常运转时,该辊应以平行状态运行,如薄膜有松弛时,根据松弛情况适当调节。7.调节边料卷边器:使卷边分布均匀。湖南高精度分切机
开始生产作业时,按以下程序进行开机操作。(1)合上本机电源总闸。(2)将操作台上电源钥匙开关旋钮旋向“开”,接通控制电源。⑶启动上仪机系统。(4)操作台面板上的按钮7选择工作方式。(5)先后分别按下操作台面板上的按钮5.(6)在上位机系统及人机界面中输入定单数量,剪切长度等参数。(7)纸板到来时机器进入正式工作状态。关机:停止生产作业时,按以下程序进行关机操作。(1)先后分别按下操作台面板上的按钮6.(2)将操作台上电源钥匙开关旋钮旋向“关”,断开控制电源。⑶关闭上位机系统。(4)断开本机电源总闸。紧急停车:紧急停车按钮在操作台面板,当出现紧急情况时,要迅速按下紧急停车按钮,则机器终止运行。(...
- 西藏高速分切机生产厂家 2026-07-15
- 江西自动分切机规格 2026-07-15
- 甘肃特种纸分切机国标 2026-07-14
- 安徽全自动分切机哪家好 2026-07-14
- 云南全自动高速分切机生产厂家 2026-07-13
- 河南卷筒纸分切机供应商 2026-07-13
- 北京玻璃纸分切机生产厂家 2026-07-12
- 黑龙江自动分切机 2026-07-11
- 陕西电脑控制分切机哪里好 2026-07-11
- 重庆淋膜纸分切机哪里好 2026-07-10



- 贵州灰板纸分切机 2026-07-03
- 湖南灰板纸分切机 2026-07-02
- 山东高速分切机哪家好 2026-07-02
- 重庆全自动高速分切机哪种好 2026-07-02
- 辽宁特种纸分切机定制价格 2026-07-01
- 海南特种纸分切机哪里好 2026-07-01



- 宁夏PVC塑料横切机什么价格 07-16
- 山东玻璃纤维横切机供应商 07-15
- 西藏高速分切机生产厂家 07-15
- 江西自动分切机规格 07-15
- 广西全自动横切机厂商 07-15
- 甘肃特种纸分切机国标 07-14
- 广东淋膜纸横切机哪种好 07-14
- 黑龙江PET横切机哪里好 07-14
- 安徽全自动分切机哪家好 07-14
- 云南全自动高速分切机生产厂家 07-13