光伏支架的制造材料需满足强度、耐腐蚀性和可加工性等基本要求。目前主流材料包括碳素结构钢、热镀锌钢、铝合金及部分不锈钢。碳钢经热镀锌处理后普遍用于地面和屋顶支架,成本适中且力学性能良好;铝合金因重量轻、耐腐蚀,常用于对荷载敏感的屋面或BIPV项目;不锈钢则多见于高盐雾或强化学腐蚀环境。材料选择还需考虑当地气候条件,例如在湿度较高的地区,镀锌层厚度需达到相应标准以延长使用寿命。此外,连接件、螺栓等辅材也应与主材匹配,防止电化学腐蚀。材料的规格如厚度、截面尺寸直接影响支架承载能力,需依据结构计算确定。宁波宇达光伏科技有限公司在支架生产中采用符合行业规范的原材料,并对关键部件进行质量控制,以保障整体系统的结构稳定性。农光互补项目的光伏支架高度较高,下方可种植耐阴农作物。江苏水泥屋顶光伏支架

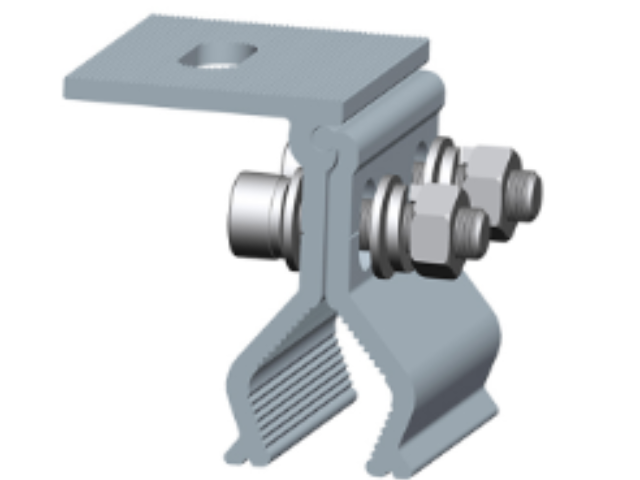
光伏支架夹具是连接组件与支撑结构的关键配件,虽体积小,却在系统稳定性中扮演重要角色。这类配件通常由铝合金或不锈钢制成,具备一定强度和耐候性,用于将光伏板边框牢固地固定在导轨或横梁上。根据组件类型和安装位置的不同,夹具分为中压块、边压块及角码等多种形式,需与组件边框厚度和导轨截面精确匹配。若夹具尺寸偏差过大或材质强度不足,可能在长期使用中出现松动、滑移甚至断裂,影响整体安全。此外,部分屋面项目对夹具的防水性能也有要求,需配合密封胶条或特殊结构设计防止渗漏。安装时应按照规范扭矩紧固螺栓,避免过紧导致铝框变形或过松造成连接失效。宁波宇达光伏科技有限公司配套提供适配主流组件规格的夹具产品,注重尺寸精度与材料一致性,以保障支架系统的整体可靠性。达州太阳能光伏支架光伏支架的类别划分依据应用场景与材质差异,不同类型支架对应不同的光伏安装需求。

光伏支架焊接主要用于非标结构或重型地面系统,对工艺与人员资质要求较高。常用方法为CO₂气体保护焊,因其熔深大、效率高且适合薄板作业。焊接前需消除母材表面油污与氧化皮,坡口角度控制在30°–45°以保证熔合质量。焊缝高度不得低于较薄板厚度,关键受力部位需满焊,避免点焊或虚焊。焊后必须消除飞溅并做防锈处理——普通支架需补涂富锌漆,热镀锌件则尽量避免现场焊接,因高温会破坏锌层。若无法避免,焊缝区域须经喷砂除锈后重做局部镀锌或采用冷喷锌工艺。焊接质量检验包括目视检查、锤击测试及必要时的超声波探伤。为减少现场焊接,主流厂商倾向采用螺栓连接或预焊模块化单元。宁波宇达光伏科技有限公司在厂内完成90%以上焊接工序,所有焊工持证上岗,焊缝经100%质检,确保出厂产品结构完整可靠。
高承重屋顶的光伏项目对支架有特殊的要求,因为屋顶的承重能力有限。光伏支架需要设计得轻便且稳固,既能减轻屋顶的负担,又能稳定支撑光伏组件。在一些大型商业综合体的屋顶光伏项目中,采用了特殊设计的光伏支架。这些支架采用轻质材料制作,但结构坚固,能够在不增加过多重量的情况下,为光伏组件提供可靠的支撑。它们巧妙地分布在屋顶上,均匀分散重量,确保屋顶的安全。宁波宇达光伏科技有限公司针对高承重屋顶的特点,研发出了适合的光伏支架,为高承重屋顶的光伏项目提供了解决方案。长期使用的光伏支架若出现锈蚀,需及时除锈并涂刷防腐涂层。

光伏支架的承载力指其在正常运行条件下承受组件自重、风压、雪载等荷载的能力。该性能由材料强度、截面尺寸、结构形式及连接方式共同决定。设计时需分别验算强度(防止断裂)和刚度(控制变形),确保在极限荷载下不发生失稳或过大挠度。例如,地面支架横梁在满载雪压下允许的挠度通常不超过跨度的1/200。承载力计算需依据项目所在地的气象数据,如基本风压值和雪压值,并考虑荷载组合效应。实际测试中,可通过静载试验验证关键节点的可靠性。对于老旧屋面或轻型结构,还需校核支架附加荷载是否超出原建筑承载余量。宁波宇达光伏科技有限公司在产品设计中参照相关结构规范,确保支架在常规工况下具备必要的承载性能。车棚光伏支架 c 型钢可根据车棚跨度定制长度,为光伏车棚提供坚实可靠的结构支撑。衢州光伏支架安装生产厂家
屋顶光伏支架夹具适配不同规格的屋顶板材,安装后能紧密贴合不破坏屋顶的完整性。江苏水泥屋顶光伏支架
在光伏电站,特别是配储项目中,光伏支架是确保整个系统物理基础稳固的关键。其长期的结构稳定性与耐候性,直接关系到发电单元的可靠运行,这是储能系统获得稳定电能输入、实现高效充放循环的前提。一个高质的支架系统,通过提升发电侧的可靠性与发电量,为后端储能单元创造了更高、更稳定的价值基础。宁波宇达光伏科技有限公司深谙此道,其生产的高可靠光伏支架,不但是发电阵列的坚实骨骼,也为构建稳定、高效的光储一体化系统提供了至关重要的基础保障。公司凭借在支架领域的专业深耕,能够协同产业链伙伴,为客户提供更集成化、更具长期价值的系统解决方案。江苏水泥屋顶光伏支架