
- 品牌
- 尚晞
- 型号
- 定制型号
- 数控机床分类
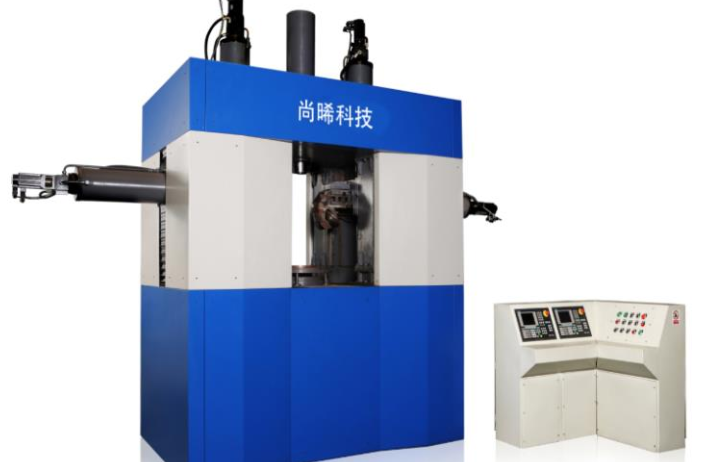
- 数控旋压机
- 运动方式
- 点位直线控制
- 控制方式
- 闭环控制
- 布局形式
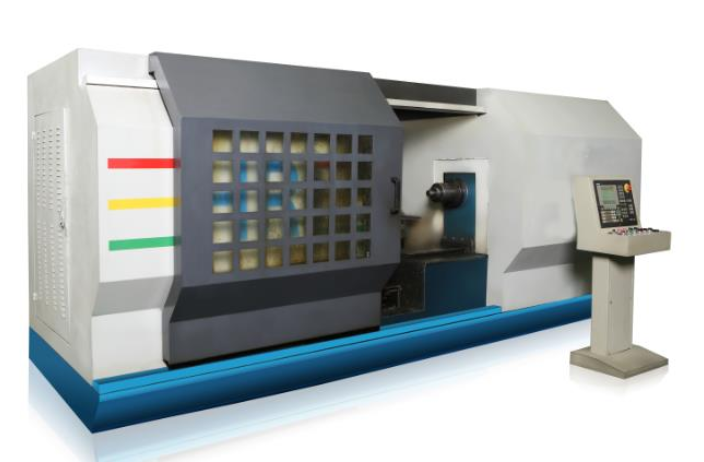
- 立式,卧式
- 动力类型
- 机械传动,液压
- 用途
- 金属成型,数控特种加工
- 适用行业
- 不锈钢制品,船舶,航空,铝及铝合金制品镁合金制品汽车零部件
- 售后服务
- 上门安装并调试设备
- 主电机功率
- 90-200
- 加工尺寸范围
- 500-1000
- 主轴转速范围
- 50-1000
- 加工定制
- 是
- 刀具数量
- 定制
- 控制系统
- 西门子或客户定制
- 厂家
- 上海尚晞数控科技有限公司
- 产地
- 上海
数控旋压机常见故障及解决办法 1、数控旋压机的尾轴伸出不顺畅;如果数控旋压机的尾轴不能进退但是操纵其进退的气缸却有动作,有可能是尾轴卡住了无法运动,此时只需对尾轴添加机油润滑即可;还有一种情况是气缸与尾轴的联接螺母松动后,维修人员在将螺母拧紧时没有与尾轴平行,影响了推力的传动。此时,只需将螺母松开,把尾轴和气缸都推回至后端重新对准后,再次锁紧螺母即可。2、旋压机的尾轴能伸出,但伸出不到位/锁紧不到位;这种情况是尾轴可以伸出但是无法伸出到指定位置或到了指定位置不锁紧,导致设备报警。此时可按复位键重试。如果重试仍没解决问题,就要打开尾箱调整尾轴前进到位传感器的位置,如果仍不奏效,就要判断该传感器是否有故障。如何检测传感器是否有故障?打卡旋压的诊断画面,查看电脑中尾轴前进传感器的得电和失电变化状态是否正常,用手移动传感器时,指示灯的亮与灭是否与电脑中的变化一致。上海有轮毂数控旋压机生产厂家吗?太仓哪里生产旋压机优势
旋压机
数控旋压机如何防止模具加工变形?1.数控旋压机模具的结构设计要合理,厚度不能太宽,形状要对称。对于较大的变形,数控旋压机的模具应掌握变形规则,并应保留加工余量,复合结构。2.合理选择加热温度,控制加热速度。对于精密和复杂的模具,可以使用缓慢加热,预热和其他平衡加热方法来减少模具热处理的变形。3.在确保数控旋压机模具硬度的前提下,尝试使用预冷,分级冷却淬火或温淬火工艺。对于某些复杂的模具,预热处理,时效热处理,回火渗氮热处理等方法控制数控旋压机的模具精度。4.修复模头砂眼、气孔和磨损等缺陷时,请使用热冲击较小的冷焊机和其他修复设备,以免在修复过程中变形。上海供应数控旋压机规格尚晞双旋轮数控旋压机结合了热处理和旋压加工的优势,创造了新的旋压加工方法。

尚晞的旋压机设计师在设计旋压的布局时,充分考虑了适用操作者的操作习惯和操作方便的位置。例如卧式单旋轮的数控旋压机,一般都把主轴装置置于操作者的左边,尾座置于右边,如同车床一样,都是为了适应于人们右手操作的习惯。双旋轮的也是同样道理,多数以前旋轮架(由尾座往主轴箱方向视为左的)为主,以后(右)旋轮架为辅。也就是说,电气、液压系统均以左边旋架为主,当采用单旋轮工件时,也是用主旋轮架。此外一般使安装工件和芯模等工具的部位高度设在1M左右,这是为了适应操作者身材的高低和操作方便。
数控旋压机可以加工哪些材料?(二)塑料也可以用数控旋压机床进行加工。聚氯乙烯(PVC)就是一种典型的塑料,它轻便不失硬朗,这使它成为理想的数控旋压机加工材料。数控旋压机削减PVC材料相对容易,留下的成品非常光滑。PVC也有多种颜色选择,它可以帮助相当多的项目,让业主借助CNC设备发挥他们的创造性。此外,与CNC机床搭配使用的另一种塑料是压克力板。压克力板具有不同的颜色和厚度,该厚度可以变成标志,储物箱,或甚至水族箱观察窗。旋压机可以用来做什么工作?
数控旋压机是加工金属材料时一般需要用到模具。根据加工的材料不同,模具使用的材料也不尽相同。铝旋压加工常用45#钢,45#硬度低,容易加工,材料成本低。因旋压铝对模具的模具速度较慢,一般用45#钢就可以满足需求,45#钢旋压铝的使用周期为5年,若产品内壁表面要求光亮,因产品的内壁表面质量和模具表面质量有关,则需选择CR12钢作为模具材料,该材料热处理后硬度较高,耐磨性更好,精车之后抛光可达镜面。铁旋压加工、不锈钢旋压加工需要制作CR12钢的模具,因铁和不锈钢材料硬度较高,对模具磨损较大,45#钢很容易磨损后模具尺寸变小,进而造成模具报废。CR12模具加工铁和不锈钢的寿命周期为10年。旋压机的工作原理是什么?安徽国产旋压机是什么
数控旋压机有多少种?怎么进行分类?太仓哪里生产旋压机优势
旋压成型和冲压拉伸成型的区别和优势(一)原理区别:旋压成型是由刀轮行走的路径来控制料片的流动和变形,而拉伸冲压成型过程是通过上下凸凹模的配合控制料片流动。模具区别:做相同的-个五金成型产品,旋压成型只需要制作一个芯模 ,而拉伸冲压成型需要制作凸凹两个模具,模具的制造成本通常是旋压的3-6倍,同时旋压模具的制造周期比拉伸冲压模具制作周期短,尺寸更容易修改。用料区别:旋压变薄率通常约30%,拉伸冲压变薄约10%,变薄率相对更大,而拉伸冲压需要5-1 0mm左右的压边料,所需的材料成本要大。太仓哪里生产旋压机优势
上海尚晞数控科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在上海市等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来上海尚晞数控科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
选购旋压机需要注意的因素:根据产品的厚度选择数控旋压机当产品的壁厚较大、直径精度要求很高,客户需要考虑数控旋压机生产的刚性和稳定性,设备的刚性和精度不好容易导致成品报废率很大,当旋压机超过额定功率加工较厚的金属时,设备使用一段时间后会出现磨损过快,加工精度下降的情况,从而降低生产效率。所以客户应该考虑买一台数控强力旋压机。通常,强力旋压机刀架的进给速度没有普通旋压机快。如果金属旋压产品的厚度比较薄,并且它不需精度高,只需买一个推力较小的数控旋压机,这样可以节省机器的成本,并且在设备的性能上选择刀架的进给速度较快的旋压机,可以提高生产效率。保养数控旋压机要怎么做?青浦区哪里定做旋压机用途旋压机数...
- 无锡哪里生产旋压机咨询 2026-07-17
- 青浦区什么是旋压机好吗 2026-07-17
- 无锡尚晞旋压机报价 2026-07-16
- 宝山哪里生产旋压机应用 2026-07-16
- 无锡加工精度高旋压机结构 2026-07-13
- 宝山哪里定做旋压机成型 2026-07-12
- 浙江哪里有旋压机使用说明 2026-07-11
- 无锡哪里生产旋压机保养 2026-07-10
- 青浦区加工精度高旋压机生产商 2026-07-10
- 苏州尚晞旋压机价格 2026-07-09

- 无锡哪里生产旋压机卖点 2026-07-01
- 宝山供应数控旋压机官网 2026-06-29
- 江苏什么是旋压机哪里好 2026-06-28
- 苏州机械旋压机加工 2026-06-27
- 浙江哪里定做旋压机哪家好 2026-06-25
- 太仓重型旋压机应用 2026-06-25





- 轻型数控旋压机成型 07-17
- 铜加工数控旋压机怎么选 07-16
- 无锡尚晞旋压机报价 07-16
- 宝山哪里生产旋压机应用 07-16
- 识别旋压轮毂卖点 07-15
- 轮毂数控旋压机厂家排名 07-15
- 上海正规高精密数字油缸价格 07-15
- 网红旋压轮毂技术 07-14
- 轮毂数控旋压机详情介绍 07-14
- 江苏数控旋压机特点 07-14