- 产地
- 德国
- 品牌
- transfluid
- 型号
- DB630-CNC
- 是否定制
- 否
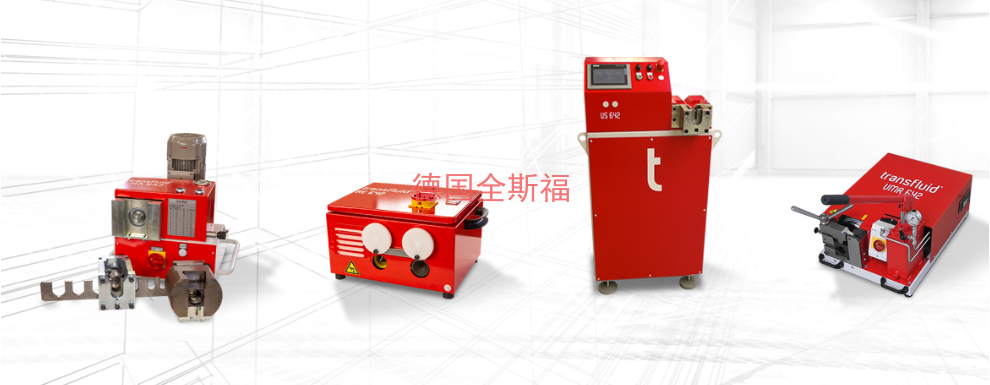
汽车排气管涨口机,扩口机-TransfluidTransfluid高效涨口机,开槽机,可选多工位结构,电动液压驱动适用于12mm-76mm钢管或铜管的涨口,脚踏板操控,电液控制,可连续工作,稳定耐用,至成型长度:,循环时间:11秒,至壁厚:3mm压力表实时显示,压力可调节额定压力210Bar,操作压力200bar.电压功率::900*650*1300mm设备净重:285KG含移动滑轮。上海特马液压设备有限公司ShanghaiTemaHydraulicMachineryCo;Ltd作为transfluidMaschinenbauGmbh(德国全斯福)中国总代理与正式授权的中国办事处,全方面负责transfluid产品在中国市场的市场推广,技术咨询,与售前售后服务。为更好地服务广大国内客户以及提供专业及时的技术服务与售后服务保障,公司在上海松江区投资设立专业管路设备展厅与备品备件仓库,常用零部件与模具现货供应,部分机型在上海松江常年备有样机展示。欢迎广大客户来电咨询和购买。有了全自动数控弯管机,弯管精度大幅提升。贵州弯管挤压成型机全自动数控弯管机
全自动数控弯管机
德国transfluid在航空航天领域的导管折弯和管端成型应用方面拥有多年经验。管件切割,弯曲,管端成型,以及自动化集成应用遍布全球市场,例如用于航空航天燃料管,冷却系统,氧气管,水管和废水管。材料可以是不锈钢,特殊铝管或铝合金,或者是钛合金管件。例如,适用于φ60mm以下规格的全电动数控弯管机,设备包含中心线伺服助推功能。同一个弯曲点可以分成不同的弯曲段,以便在一个弯曲循环中以不同的助推力在不同的时间节点进行助推。可以集成多层弯曲模用于多种弯曲半径或者应用于直线段长度小于2*D结构的复合结构弯曲模具.该应用是弯曲一个薄壁的钛管(规格φ*),用于航空流体导管。此外,该机器还配有一个特殊的防皱模支架,用于精确定位与调整防皱模模,以免在更换模具后反复调整模具位置而导致管件表面划伤或造成废料。弯曲点平滑过渡,无夹伤,无凸起,无波浪,扁平率<3%。上海特马液压设备有限公司欢迎广大客户前来咨询购买。广西全自动数控弯管机方案全自动数控弯管机,工艺精湛。为弯管行业注入新活力,助力企业发展。
数控弯管机的特点如下:1、伺服电机驱动弯曲臂,运动速度加快,并且同时获得快速加速和快速减速,以及大扭矩,在压摸、压摸助推系统以及中心线半径调节系统上采用了精密的,重型线形滚动轴承;2、小车采用直接驱动的齿轮齿条和伺服电机,给系统提供了高精度和高可靠性;3、自动定位的自标定压力,可进行快速设定;4、三工位台:可以进行多曲率、多直径、混合弯和矩形多边的加工;5、半自动或者自动上料台;6、位置控制的管子助推系统可适用于小半径和复杂弯头的弯管应用;7、动力辅助更换模具,使模具更换简单和高效。
此外,还要进行运动控制卡或模块的调试,确保各轴的运动平稳、准确。完成上述调试后,还需进行模具的调试。模具是完成具体零件形状的工具,关系到产品的质量和精度。需要根据产品图纸来选择合适的模具,并进行安装和调整。然后,对模具进行试弯,检查弯曲角度、弯曲弧度和弯曲精度等是否满足要求,并进行必要的调整和修正。进行数控弯管机的整机调试。这包括对整个机床、数控系统和模具的协同工作进行检查和调试。检查包括运动轴的坐标定位、加工速度的控制、模具固定等方面。调试包括运行测试、程序调试和故障诊断等,确保整机能够正常运行,并能够按照设定的程序和要求进行加工。综上所述,数控弯管机的调试是一项需要细致、耐心和专业知识的工作,只有通过合理的调试才能确保设备的正常运行和加工质量。通过对机床的基本调试、数控系统的调试和整机的调试,可以使数控弯管机达到比较好的加工效果,提高生产效率和产品质量。全自动数控弯管机,操作简便,为弯管作业带来便利。

上海特马液压设备有限公司的全自动弯管单元系列主要包括自动上料架,机械手弯管机,自动下料架,已经安全防护措施组成,可以适用于各种材质金属管路冷弯成型,适用于航空航天,石油化工,轨道机车,汽车制造等行业的各种流体管件的折弯成型,可适用于左弯与右弯的双向折弯,弯曲机头集成与KUKA机械臂集成一体,可以实现同管件不同方向弯曲与不同弯曲半径自动换模自动弯曲成型,主要特点:可集成多层模具,无需人工换模具可以适用于管端成型或先焊后弯管件的全自动折弯含人工上下料功能车辆刹车管的全自动折弯航空航天小规格导管折弯换热器管件折弯其它行业小规格管件折弯。全自动数控弯管机,操作简便。快速完成弯管任务,提高效率。福建数控弯管机全自动数控弯管机
高效的全自动数控弯管机,是弯管行业的得力助手。贵州弯管挤压成型机全自动数控弯管机
其中,①送料轴(Y轴)的主要控制参数是位移、位移速度和加速度。一般数控弯管机结构中,y轴运动是指送料小车沿床身的直线往复运动,由机床交流伺服电机驱动齿轮、齿条啮合来实现,运动精度由光电编码器和测速电机将位移和速度信号馈给计算机进行闭环控制。②旋转轴(B轴)用于控制旋转角度、角速度及角加速度。主要利用无间隙齿轮取样作为反馈信号进行闭环控制,带动管坯实现垂直于y方向的空间转动。③弯曲轴(C轴)的控制参数为弯曲力、位移、速度及工作加速度。其中,由液压缸带动链条系统驱动弯曲臂转动,弯曲臂的转动弯曲和回程由电液伺服系统精确控制。此外,对垂直于Y-C平面的调整轴(X轴)也需要控制位移、调整速度及加速度等。贵州弯管挤压成型机全自动数控弯管机
- 弯管挤压成型机全自动数控弯管机报价 2024-10-26
- 北京特马液压全自动数控弯管机 2024-10-26
- 弯管全自动数控弯管机性能 2024-10-26
- 甘肃特马弗莱克斯全自动数控弯管机 2024-10-26
- 重庆全自动数控弯管机代理品牌 2024-10-26
- 内蒙古端部成型机全自动数控弯管机 2024-10-26
- 贵州数控弯管机全自动数控弯管机 2024-10-26
- 全自动数控弯管机价格 2024-10-26
- 福建全自动数控弯管机性能 2024-10-26
- 山西上海特马全自动数控弯管机 2024-10-26
- 广东端部成型机全自动数控弯管机 2024-10-25
- 上海全自动数控弯管机咨询报价 2024-10-25